家庭の(そしてそれに限らず)職人は、まず経済的な理由から、自分の手ではんだごてを組み立てることを奨励されています。 もちろん、通常の小規模なはんだ付け作業には、単純な 220 V はんだごてを購入することをお勧めします。 ただし、チップの寿命を延ばすために、分解せずに改造することも可能です。 しかし、ここには金属のはんだ付けに使用できる150〜200 Wの「斧」があります。 水パイプ、コストは 4.25 ではなくなり、10 倍になります。そしてソビエトのルーブルではなく、常緑の従来の単位です。 12 V 車やポケット リチウムイオン バッテリーからの電源が届かない場所ではんだ付けする必要がある場合にも、同じ問題が発生します。 今日の出版物では、そのような場合に限らず、はんだごてを自分で作る方法について説明します。
SMDとは何ですか
サブマイクロデバイス、超小型デバイス。 開くとSMDがはっきりと確認できます 携帯電話、スマートフォン、タブレット、またはコンピューター。 SMD テクノロジーを使用すると、リード線のない小さな (おそらくマッチのカットよりも小さい) コンポーネントが、SMD 用語でポリゴンと呼ばれるコンタクト パッドにはんだ付けによって取り付けられます。 多角形には、プリント回路基板の配線に沿って熱が広がるのを防ぐ熱障壁が備わっている場合があります。 ここでの危険は、トラックが剥がれる可能性だけではありません。熱により取り付け層を接続しているピストンが破損し、デバイスが完全に使用できなくなる可能性があります。
SMD 用のはんだごては、最大 10 W のマイクロパワーである必要があります。 先端の熱量は、はんだ付け部分が耐えられる熱量を超えてはなりません。 しかし、はんだごてが冷たすぎる状態で長時間はんだ付けを行うと、さらに危険です。はんだはまだ溶けていないのに、部品が熱くなるからです。 また、はんだ付けモードは外気温に大きく影響され、気温が高くなるほどはんだこての力は低下します。 したがって、SMD 用のはんだごては、はんだ付け時の熱伝導の時間や量を制限するか、現在の技術操作中にこて先の温度を操作調整して作られています。 さらに、文字通り 5 ~ 10 度の精度で、はんだの溶融温度より 30 ~ 40 度高く保つ必要があります。 これはいわゆる こて先の許容温度ヒステリシス。 これは、はんだごて自体の熱慣性によって大きく妨げられ、はんだごてを設計する際の主な課題は、可能な限り低い熱時定数を達成することです (以下を参照)。
これらの目的のいずれかのためのはんだごてを自宅で作ることは可能です。 含む スチールまたは銅の水道管のはんだ付けに強力で、SMD にはかなり正確なミニです。
注記:実際、はんだごてでは、こて先が棒の機能する (錫メッキされた) 部分です。 ただし、他にも異なるロッドがあるため、わかりやすくするために、ロッド全体をスティングとみなします。 はんだごての作動部分が棒に取り付けられている場合、それはこて先と呼ばれます。 竿のある先端も刺したとします。
最も単純な

今は複雑な話には触れないでください。 通常の 220V のはんだごてが必要だとしましょう。 実際に選んでみると、価格の差は10倍以上にもなります。 その理由を考えてみましょう。 まず、ヒーター、ニクロムまたはセラミック。 後者 (「代替」ではありません!) は実質的に永久ですが、はんだごてを硬い床に落とすと壊れる可能性があります。 セラミックはんだごてはこて先が交換できないため、新しいものを購入する必要があります。 また、ニクロムヒーターは、はんだごてを夜間オンにするのを忘れなければ、10年以上持続します。 場合によっては 20 回以上使用できます。極端な場合には、巻き戻すことができます。
価格差は3~4倍に縮まりましたが、他に何があったのでしょうか? 刺されて。 特殊な添加剤でニッケルメッキされた銅は、はんだに溶けにくく、はんだごてホルダー内で非常にゆっくりと燃えますが、高価です。 真鍮や青銅は発熱がひどく、SMDをはんだ付けすることは不可能です。材料の熱伝導率が銅よりもはるかに悪いため、温度ヒステリシスを正常に戻すことができません。 赤銅の先端ははんだに食われて酸化銅ですぐに膨れますが、安価です。
注記:電気銅で作られたこて先(巻線の一部)は、従来のはんだごてには適していません。すぐに溶けて燃えてしまいます。 ただし、SMD の場合、このような熱伝導性は最適であり、熱伝導率は可能な限り高く、熱慣性とヒステリシスは最小限です。 確かに、頻繁に変更する必要がありますが、傷はマッチサイズ以下です。
赤銅こて先の焼けや膨れは、作業が終わってはんだごてが冷めてからこて先を取り出し、酸化皮膜を剥がしてテーブルの端に叩きつけてブローするだけで対処できます。はんだごてホルダーの溝から外します。 はんだの溶解はさらに悪く、先端を研ぐのは不便なことが多く、すぐに摩耗してしまいます。
通常の赤銅から作られたはんだごての先端を鋭くするのではなく、目的の形状に鍛造することにより、溶融はんだの作用に対する耐性を何倍も高めることができます。 冷たい銅は、ベンチバイスの金床で通常の金属加工用ハンマーを使用して完璧に鍛造できます。 この記事の著者は、古代ソビエトの EPSN-25 の鍛造こてを 20 年以上使用していますが、このはんだごては、毎日ではないにしても、確実に毎週使用されています。
抵抗から簡単に
計算
最も単純なはんだごてはワイヤー抵抗器から作ることができ、これは既製のニクロムヒーターです。 計算も簡単です。定格電力が自由空間で消費されると、巻線抵抗器は最大 210 ~ 250 度まで発熱します。 針状のヒートシンクを備えた「ワイヤーワーム」は、1.5 ~ 2 倍の電力過負荷を長期間維持します。 こて先の温度は300度を下回ることはありません。 これを400まで増やして、2.5〜3倍の電力過負荷を与えることができますが、1〜1.5時間の操作後、はんだごてを冷却する必要があります。
次の式を使用して必要な抵抗の抵抗を計算します: R = (U^2)/(kP)、ここで:
R – 必要な抵抗。
U – 動作電圧。
P – 必要な電力。
k – 上記の電力過負荷係数。
たとえば、銅パイプをはんだ付けするには、220 V 100 W のはんだごてが必要です。 熱伝達が大きいので、k = 3 とします。220^2 = 48400。kP = 3*100 = 300。R = 48400/300 = 161.3... ああ。 150 または 180 オームの 100 W 抵抗器を使用します。 160 オームでは「ワイヤーワーム」は存在せず、この評価は許容誤差 5% の範囲内であり、「ワイヤーワーム」の精度は 10% 以下です。
逆の場合: 電力 p の抵抗器があります。それからはんだごてをどのくらいの電力で作ることができますか? どの電圧から電力を供給する必要がありますか? P = U^2/R を思い出してください。 P = 2 p としましょう。 U^2 = PR。 この値の平方根をとり、動作電圧を取得します。 たとえば、15 W 10 オームの抵抗器があります。 はんだごての出力は最大30Wです。 300の平方根(30 W * 10オーム)を計算すると、17 Vが得られます。12 Vから、このようなはんだごては14.4 Wを発生し、低融点はんだで小さなものをはんだ付けできます。 24 V から。24 V から 57.6 W。 電力過負荷はほぼ6倍ですが、時折、短時間ですが、このはんだごてで大きなものをはんだ付けすることが可能です。
製造業

抵抗器からはんだごてを作る方法を図に示します。 より高い:
- 適切な抵抗器を選択します (項目 1、以下も参照)。
- 先端部分と留め具のパーツをご用意しております。 ヤスリを使用して、リング スプリング用のロッドの溝を選択します。 ボルト (ネジ) と先端、支柱用にねじの止まり穴が作成されます。 2.
- 先端を先端に取り付けたロッドを組み立てます(位置3)。
- 幅の広いワッシャーを備えたボルト(ネジ)で抵抗ヒーターの先端を固定します。 4.
- ヒーターの先端を適切なハンドルに任意の便利な方法で取り付けます。 5-7. 条件の 1 つは、ハンドルの耐熱性が 140 度以上であり、抵抗器の端子がこの温度まで加熱できることです。
微妙な点とニュアンス
5 ~ 20 W の抵抗で作られた上記のはんだごては、多くの人 (開拓者時代の著者を含む) によって作られましたが、実際に試してみて、真剣に使用することはできないと確信しました。 加熱には耐えられないほど長い時間がかかり、小さなものを突き刺してはんだ付けするだけです。セラミック層がニクロムスパイラルから先端への熱伝達を妨げます。 これが、工場のはんだごてのヒーターがマイカのマンドレルに巻かれている理由です。マイカの熱伝導率は桁違いに高いのです。 残念ながら、マイカを家庭で丸めてチューブにすることは不可能であり、0.02〜0.2 mmのニクロムを丸めることも誰にとっても適しているわけではありません。
しかし、100 Wのはんだごて(35〜50 Wの抵抗)では、問題は異なります。 図の左側にあるセラミックの熱障壁は比較的薄く、巨大な先端の蓄熱量は一桁大きいため、 その体積はその寸法の 3 乗で増加します。 抵抗半田ごてを使用して 1/2 インチ 200 W 銅パイプの接合部を定性的に半田付けすることはかなり可能です。 特にチップが既製ではなく一体鍛造の場合。

注記:巻線抵抗器は最大 160 W の消費電力に対応できます。
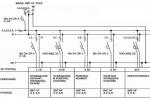
はんだごての場合のみ、古いタイプの PE または PEV の抵抗器 (図の中央、まだ生産中) を探す必要があります。 断熱材はガラス化されており、薄赤色になるまでの繰り返しの加熱にその特性を失うことなく耐えることができますが、冷えるにつれて暗くなるだけです。 中のセラミックは綺麗です。 ただし、抵抗器 C5-35V (図の右側) は塗装されており、内部も塗装されています。 チャンネルから塗料を除去することは完全に不可能です - セラミックは多孔質です。 熱すると絵の具が焦げて先端がしっかりくっつきます。
はんだごてレギュレーター

抵抗器から作られた低電圧はんだごての例が上に挙げられているのには十分な理由があります。 ゴミや鉄の市場から入手した PE (PEV) 抵抗器は、多くの場合、現在の電圧に対して不適切な定格であることが判明します。 この場合、はんだごての電力調整器を作成する必要があります。 今では、電子機器について漠然とした知識を持っている人でも、はるかに簡単に理解できるようになりました。 理想的な選択肢は、中国 (まあ、Ali Express など) から既製のユニバーサル電圧および電流レギュレーター TC43200 を購入することです (図を参照)。 右側。 安いです。 許容入力電圧 5-36 V; 出力 - 最大 5 A の電流で 3 ~ 27 V。電圧と電流は個別に設定されます。 したがって、必要な電圧を設定するだけでなく、はんだごての電力を調整することもできます。 たとえば、12 V 60 W のツールがありますが、現在は 25 W が必要です。 電流を 2.1 A に設定すると、25.2 W がはんだごてに送られますが、それ以上は 1 ミリワットではありません。
注記:はんだごてで使用する場合は、標準の TC43200 マルチターン レギュレータを、目盛り付きの従来のポテンショメータに置き換えることをお勧めします。
脈
多くの人はパルスはんだごてを好みます。パルスはんだごては、超小型回路やその他の小型電子機器 (SMD を除く、ただし以下を参照) に適しています。 スタンバイ モードでは、パルスはんだごての先端は冷たいか、わずかに温まります。 スタートボタンを押してはんだ付けを行います。 この場合、チップは数秒以内に動作温度まで急速に加熱されます。 はんだ付けを制御するのに非常に便利です。はんだが広がり、フラックスが液滴から絞り出され、ボタンが放され、こて先が同様に急速に冷却されます。 はんだ付けされないように、時間をかけて取り外してください。 ある程度の経験があれば、コンポーネントが焼ける危険は最小限に抑えられます。
タイプとスキーム
はんだこて先のパルス加熱は、作業の種類や職場の人間工学の要件に応じて、いくつかの方法で可能です。 アマチュアの場合、または小規模な個人起業家にとって、トレースの 1 つを作成するには、パルスはんだごての方が便利で手頃な価格です。 スキーム:
- 工業用周波数電流の下で通電チップを使用。
- 隔離されたチップと強制加熱を備えています。
- 高周波電流が流れる通電チップ付き。
電気 回路図示されているタイプのパルスはんだごてを図: pos に示します。 1 – 工業用周波数の通電チップ付き。 位置 2 – 絶縁チップの強制加熱あり。 位置 3 および 4 – 高周波電流が流れるチップ付き。 次に、それらの特徴、利点、欠点、および家庭での実装方法を分析します。

50/60Hz
工業用周波数電流の下でチップを備えたパルスはんだごての回路は最も単純ですが、これが唯一の利点ではなく、主要なことでもありません。 このようなはんだごての先端の電位は数分の1ボルトを超えないため、最も繊細なマイクロ回路にとっては安全です。 METCAL システムの誘導はんだごてが登場するまで (以下を参照)、エレクトロニクス製造の設置業者のかなりの部分が工業用周波数パルサーを使用して作業していました。 欠点 - かさばり、かなりの重量があり、その結果として人間工学が悪くなります。シフトは 4 時間以上続きます。 労働者は疲れてミスをし始めました。 しかし、Zubr、Sigma、Svetozar など、アマチュア向けの工業用周波数のパルスはんだごてがまだたくさんあります。
50/60 Hz パルスはんだごての装置を正位置に示します。 図1と2 どうやら、製造コストを節約するために、メーカーはタイプ P コア (磁気コア) の変圧器を使用することが最も多いようですが (項目 2)、これはまったく異なります。 最良の選択肢: EPCN-25 のようなはんだごてをはんだ付けする場合、変圧器の電力は 60 ~ 65 W 必要です。 漂遊磁界が大きいため、短絡モードでは P コアトランスが非常に高温になり、チップの加熱時間は 2 ~ 4 秒に達します。

P コアを、銅母線 (項目 3 および 4) で作られた二次巻線を備えた 40 W の SL に置き換えた場合、はんだごては、問題なく 1 分あたり 7 ~ 8 回のはんだ付けの強度で 1 時間の作業に耐えることができます。許容できない過熱。 周期的な短期間の短絡モードで動作するには、一次巻線の巻数が計算されたものと比較して 10 ~ 15% 増加します。 この設計は、先端 (直径 1.2 ~ 2 mm の銅線) を二次巻線 (項目 5) の端子に直接取り付けることができるという点でも有利です。 電圧は数分の1ボルトであるため、はんだごての効率がさらに向上し、過熱するまでの動作時間が延長されます。
強制加熱あり
強制加熱はんだごての回路図は特に説明の必要はありません。 スタンバイ モードでは、ヒーターは定格電力の 4 分の 1 で動作し、スタートを押すと、コンデンサ バンクに蓄積されたエネルギーがコンデンサ バンクに放出されます。 コンテナをバッテリーに接続したり取り外したりすることで、非常に大まかにではありますが、許容範囲内で、チップによって生成される熱量を抑えることができます。 利点は、チップが接地されている場合、チップに誘導電位が完全に存在しないことです。 欠点: 市販のコンデンサを使用すると、回路は抵抗ミニはんだごてにのみ実装できます。以下を参照してください。 これは主に、コンポーネントが飽和していないハイブリッド アセンブリ ボード、smd + スルーホール ピンの従来のプリント基板での時折の作業に使用されます。
高周波で
高周波または高周波(数十または数百 kHz)のパルスはんだごては非常に経済的です。こて先の熱出力はインバータの銘板電力とほぼ同じです(下記を参照)。 また、小型かつ軽量であり、そのインバータは、絶縁された先端を備えた定熱抵抗器ミニはんだごてに電力を供給するのに適しています。以下を参照してください。 ほんの数秒でチップを動作温度まで加熱します。 220 V のサイリスタ電圧レギュレータはそのまま電力レギュレータとして使用でき、220 V の定電圧で電力を供給できます。
注記:約を超える電力の場合 50W HFパルスはんだごては作る価値がありません。 たとえば、 コンピュータの電源ユニットは最大 350 W 以上の電力を持つことができますが、そのような電力に対応するチップを作成することはほとんど不可能です。動作温度まで暖まらないか、自然に溶けてしまいます。
重大な欠点は、動作周波数がチップ自体のインダクタンスと二次巻線の影響によって影響を受けることです。 このため、50 V を超える誘導電位が 1 ms を超えてチップに現れる可能性があり、これは CMOS コンポーネント (CMOS) にとって危険です。 もう 1 つの重大な欠点は、オペレータが電磁場 (EMF) 電力の流れにさらされることです。 電力 25 ~ 50 W のパルス HF はんだごてを使用して作業できるのは、1 日あたり 1 時間以内、最大 25 W で 4 時間以内、一度に 1.5 時間以内です。
通常のはんだ付け作業用の 25 ~ 30 W パルス HF はんだごてインバーターの回路実装の最も簡単な方法は、12 ボルトのハロゲン ランプ ネットワーク アダプターに基づいています (項目を参照)。 3図。 図付き。 トランスは、透磁率μが少なくとも 2000 である 2 つの K24x12x6 フェライト リングを折り重ねたコア、または同じフェライトで作られた断面積が少なくとも 0.7 平方メートルの W 型磁気コアに巻くことができます。 直径0.35〜0.5 mmのエナメル線を1回巻く - 250〜260回巻く、同じワイヤを2巻と3回巻く - 5〜6回巻くを参照してください。 直径 2 mm のワイヤ (リング上) またはテレビの同軸ケーブル (位置 3a) の編組を平行に 4 ~ 2 回巻き、同様に平行に巻きます。
注記:はんだごてが15 Wを超える場合は、MJE13003トランジスタをMJE130nn(nn>03)に置き換え、20平方メートル以上の面積のラジエーターに配置することをお勧めします。 cm。
最大 16 W のはんだごて用のインバーター オプションは、LDS 用のパルス起動装置 (IPU) または切れた省エネ電球の充填に基づいて作成できます。 power (水銀蒸気があるのでフラスコを叩かないでください!) 変更は pos で示されています。 図の4。 図付き。 緑色で強調表示されている内容は、モデルごとに IPU が異なる可能性がありますが、私たちはそれを気にしません。 ランプの始動要素 (位置 4a で赤で強調表示されている) を取り外し、短絡する必要があります。 ポイントA〜A。 ポーズの図を取得します。 4b. その中で、トランスは、前のリングと同じリングの 1 つで移相インダクタ L5 に並列に接続されています。 ケースまたはW型フェライト上で0.5sq. cm (位置 4c)。 一次巻線 - 直径 0.4 ~ 0.7 のワイヤを 120 回巻きます。 二次 – ワイヤ D>2 mm を 2 回巻きます。 先端(位置4g)も同じワイヤーで作られています。 完成したデバイスはコンパクトで (項目 4d)、便利なケースに入れることができます。
ミニおよびマイクロオン抵抗器
MLT 金属皮膜抵抗器をベースにした発熱体を備えたはんだごては、ワイヤー抵抗器で作られたはんだごてと構造的に似ていますが、最大 10 ~ 12 W の電力向けに設計されています。 抵抗器は 6 ~ 12 倍の電力過負荷で動作します。これは、第一に、比較的厚い (ただし完全に薄い) チップを介した熱放散が大きいためです。 第二に、MLT 抵抗器は物理的に PE および PEV よりも数倍小さいです。 それぞれの表面積と体積の比率。 熱伝導も高まります 環境比較的成長しています。 したがって、MLT 抵抗を備えたはんだごてはミニバージョンとマイクロバージョンでのみ作られています。電力を増加しようとすると、小さな抵抗が焼き切れます。 特殊用途向けの MLT は最大 10 W の電力で製造されていますが、小型のディスクリート コンポーネント (プレーサー) や小型の超小型回路用の MLT-2 のはんだごてのみを自分で作成するのが現実的です。たとえば、を参照してください。 以下のビデオ:
ビデオ: 抵抗を使用したマイクロはんだごて
注記: MLT 抵抗チェーンは、通常のはんだ付け作業用のスタンドアロン コードレスはんだごてのヒーターとしても使用できます (次を参照)。 ビデオクリップ:
ビデオ: コードレスミニはんだごて
SMD用のMLT-0.5抵抗器からミニはんだごてを作ることははるかに興味深いです。 セラミックチューブ (MLT-0.5 本体) は非常に薄く、先端への熱伝達をほとんど妨げませんが、埋め立て地に接触した瞬間に熱衝撃が通過できないため、SMD コンポーネントが頻繁に焼損します。 。 チップを選択したら(かなりの経験が必要です)、顕微鏡でプロセスを継続的に監視しながら、このようなはんだごてでSMDをゆっくりはんだ付けできます。
このはんだごての製造工程を図に示します。 電力 - 6 W。 加熱は、上記のインバータによる連続加熱、または (より良い) 12 V 電源からの直流による強制加熱のいずれかです。

注記:このようなはんだごての改良版をより広範囲に応用できるようにする方法については、ここで詳しく説明します。 oldoctober.com/ru/Soldering_iron/
誘導
誘導はんだごては、現在、共晶はんだによる金属はんだ付けの分野における技術的成果の頂点です。 本質的に、誘導加熱はんだごては小型の誘導炉です。インダクター コイルの HF EMF は、フーコー渦電流によって加熱されるこて先の金属によって吸収されます。 たとえば、高周波電流源があれば、自分の手で誘導はんだごてを作ることはそれほど難しくありません。 コンピュータのスイッチング電源、例を参照してください。 プロット
ビデオ: 誘導はんだごて
しかし、従来のはんだ付け作業に使用される誘導はんだごての品質と経済指標は低く、健康への悪影響については言えません。 実際、その唯一の利点は、本体のホルダーに貼り付けられたチップを、ヒーターを裂く心配なく引き剥がすことができることです。
METCAL システムの誘導ミニはんだごては、非常に大きな関心を集めています。 電子機器の製造に導入したことにより、設置者のミスによる欠陥の割合を 10,000 分の 1 (!) 削減することができ、作業シフトを通常のシフトに延長することができ、作業員は他のすべての点で明るく有能な態度で作業を終えて帰っていきました。
メトカルタイプのはんだごての構造は図の左上に示されています。 ハイライトは先端のフェロニッケルコーティングです。 はんだごては、正確に維持された 470 kHz の周波数で RF によって電力を供給されます。 コーティングの厚さは、表面効果 (表皮効果) により、所定の周波数でフーコー電流がコーティング内にのみ集中するように選択され、コーティングは非常に高温になり、熱が先端に伝達されます。 先端自体はEMFからシールドされており、誘導電位は発生しないことがわかります。

コーティングがキュリー点まで温まると、その温度を超えるとコーティングの強磁性特性が温度によって消失し、EMF エネルギーの吸収ははるかに弱くなりますが、依然として銅への RF の侵入は許可されません。 電気伝導性を維持します。 自然に、またははんだ付けへの熱伝達によりキュリー点以下に冷却されると、コーティングは再び集中的に EMF を吸収し始め、こて先が加熱されます。 したがって、チップは文字通り 1 度の精度でコーティングのキュリー点に等しい温度を維持します。 チップの熱ヒステリシスは無視できるほど小さいため、 薄いコーティングの熱慣性によって決まります。
人体への悪影響を避けるため、はんだごての先端は交換不可で、同軸設計のカートリッジにしっかりと固定され、そこから RF コイルに供給されます。 カートリッジは、はんだごてのハンドル(同軸コネクタ付きのホルダー)に挿入されます。 カートリッジは 500、600、700 タイプで入手でき、これらはコーティングのキュリー点 (摂氏 260、315、370 度) に対応します。 メイン作動カートリッジ – 600; 500番は特に小さなsmdのはんだ付けに使用され、700番は大きなsmdや飛散物のはんだ付けに使用されます。
注記:華氏を摂氏に変換するには、華氏から 32 を引いて、余りに 5 を掛けて、9 で割る必要があります。逆のことを行う必要がある場合は、摂氏に 32 を加え、その結果に 9 を掛けて、5 で割ります。
METCAL はんだごては、カートリッジの価格を除いてすべてが優れています。「(会社名)新品、良好」の場合、40 ドルからです。 「代替」製品は価格が 1.5 分の 1 ですが、生産速度は 2 倍です。 METCAL チップを自分で作ることは不可能です。コーティングは真空中でスプレーすることによって塗布されます。 キュリー温度でのガルバニックは瞬時に剥がれます。 銅の上に取り付けられた薄肉チューブは完全な熱接触を提供せず、それがなければ METCAL は単に悪いはんだごてになってしまいます。 それにもかかわらず、交換可能なチップを備えた METCAL はんだごてのほぼ完全な類似品を自分で作成することは、困難ではありますが、可能です。
SMD用誘導
性能がMETCALと同様の、超小型回路およびSMD用の自家製誘導はんだごての設計を図の右側に示します。 かつて、同様のはんだごてが特別生産に使用されていましたが、製造性と収益性の向上により、METCAL がそれらを完全に置き換えました。 ただし、そのようなはんだごてを自分で作ることもできます。
その秘密は、コイルから内側に突き出たチップ外側部分とシャンク部分の肩の比率にあります。 図のようになっていれば。 (おおよそ)、シャンクが断熱材で覆われていると、先端の熱集中が巻線を越えることはありません。 もちろん、シャンクはチップの先端よりも熱くなりますが、それらの温度は同期して変化します (理論的には、熱ヒステリシスはゼロです)。 こて先の温度を測定する追加の熱電対を使用して自動化を設定したら、安心してはんだ付けを行うことができます。
キュリー点の役割はタイマーによって行われます。 貯蔵タンクを分流するキーを開けるなど、加熱用のサーモスタットからの信号によってゼロにリセットされます。 タイマーは、インバーター動作の実際の開始を示す信号によって開始されます。1 ~ 2 ターンの変圧器の追加巻線からの電圧が整流され、タイマーのロックが解除されます。 長時間はんだごてを使用してはんだ付けを行わなかった場合、こて先が冷えてサーモスタットが新たな加熱信号を発するまで、タイマーが 7 秒後にインバーターの電源を切ります。 ここで重要なのは、チップの熱ヒステリシスはチップの O/I の加熱のスイッチオフとスイッチオンの時間の比に比例し、チップの平均電力は逆 I/O に比例するということです。 。 このようなシステムでは、チップの温度を 1 度まで維持することはできませんが、動作温度 330 のチップで +/–25 摂氏を提供します。
ついに
では、どのようなはんだごてを使用すればよいのでしょうか? 強力な巻線抵抗器は間違いなく価値があります。費用はまったくかからず、食べる必要もありませんが、非常に役立ちます。
また、MLT 抵抗器からの SMD 用の簡単なはんだごてを家庭に用意しておくことも重要です。 シリコンエレクトロニクスは疲弊しており、行き詰まっている。 量子技術はすでに実現しつつあり、グラフェン技術は明らかに遠くに迫っています。 どちらも、画面、マウス、キーボードを介したコンピュータや、画面とセンサーを介したスマートフォン/タブレットのように、私たちと直接インターフェイスすることはありません。 したがって、将来のデバイスのシリコンフレームは残りますが、専らSMDであり、電流の散乱はラジオ管のように見えるでしょう。 そして、これが SF だとは思わないでください。ほんの 30 ~ 40 年前には、スマートフォンのことを考えた SF 作家は一人もいませんでした。 携帯電話の最初のサンプルは当時すでに入手可能でしたが。 そして、「頭脳を備えた」アイロンや掃除機などは、たとえ悪い夢であっても、当時の夢想家には決して思いつかなかったでしょう。
(1
評価、平均: 5,00
5つのうち)
電気機械または無線電子技術者の仕事において、重要なツールの 1 つははんだごてです。 ハンドルの形で作ることができます。 このようなデバイスは専門店で販売されています。 何らかの理由で通常のはんだごてが使用できない場合は、ポータブルモデルを使用できます。 さらに、自分で行うこともできます。
自分の手で組み立てると、購入した楽器とはまた違った表情を見せます。 ただし、機能の点では、販売されている機器モデルに劣ることはありません。 すべての電気技師は、そのようなはんだごてを作成する方法を学ぶことに興味があるでしょう。
携帯はんだごての目的
ほぼすべての種類の電気機械作業向けに設計されています。 他のタイプの同様の機器には明確な特化がありますが、このデバイスは多くの異なる操作を実行できます。 したがって、その助けを借りて、ワイヤをはんだ付けしたり、ラジエーターで作業したり、ネットワークコネクタの機能を復元したりすることができます。
携帯用はんだごては、小さな部品の電気取り付け作業を行う場合に特に便利です。 これらには、超小型回路、小型電子デバイス (時計、タイマーなど) が含まれます。 携帯電話、タブレット、その他の機器用の自家製充電器の作成にも使用されます。 エレクトロニクス分野では、多くの作業が小型の携帯用はんだごてを使用して実行されます。
ご紹介した装置を自社で製作することで、高品質なはんだごてを実現します。 また、ポータブルはんだごてのコストは、購入したモデルよりもはるかに低くなります。
特徴
力がほとんどないでしょう。 この数値は 40 W を超えることはありません。 ただし、本格的な作業にはこれで十分です。 固定工具を使用するスペースがない小規模な作業場でも使用できます。 このような機器は、はんだごてを電源に接続できない状況で役立ちます。

ポータブル デバイスは、さまざまなデバイスの敏感な部品や要素を扱う作業の実行にも適しています。 このタイプのはんだごては、宝石商、時計修理工、さらには歯科医によっても仕事で使用されています。 バッテリーの充電量は通常、300 食分以上に十分です。
手作りのポータブルはんだごての唯一の欠点は、 外観。 購入した家電製品のスタイリッシュなデザインと競合することはありません。 ただし、多くの機能指標では、そのようなツールが勝利します。
材料と道具
やること 電池付きDIYミニはんだごて、いくつかの工具や機器を準備する必要があります。 これは、ワイヤや超小型回路などをはんだ付けするプロセスに役立つシンプルなデバイスです。その電力は約25〜40 Wです。 ツールを自分で作成するには、次のものが必要です。
- ペンチ;
- 文房具のナイフとはさみ。
- 銅線;
- 銅箔;
- 絶縁テープ;
- 電気ヒーターハウジング用の金属キャビティ。
- ケイ酸塩接着剤;
- ハンドルは木またはプラスチック製で、熱に強い。
- タルク;
- 単三電池2本。
準備段階が完了したら、作業を開始できます。

そのすべての段階は、専門の職人の指示に従って厳密に実行されなければなりません。 この場合、はんだごての品質は高くなります。
薄い銅板が見つからない場合は、銅板がなくても大丈夫です。 フォイルグラスファイバーに置き換えられています。 これを行うには、テキストシートをアイロンで加熱する必要があります。 フォイルの端をロッドにねじ込む必要があります。 鉄が平面に沿って移動するにつれて、鉄は管の形に巻かれます。 ホイルは破れないように注意して巻き取る必要があります。
スティングの作成
作成 電池を使ったDIYはんだごて、その主要な要素 (刺し部分) の製造から始める必要があります。 これを行うには、かなり太い銅線が必要です。 片側の端を最適な作業角度に研ぐ必要があります。 この手順は文具ナイフを使用して実行されます。 ワイヤーの端は目の細かいヤスリで処理することもできます。
研ぎ形状は通常ドライバーの先端のような形状(ヘラ状)です。 作業面は二面体形状をしています。 ベベルは約 45 度である必要があります。 通常、先端の厚さは作業面領域で約 5 mm です。

ミニチュアのはんだごてを作成したい場合、提示された要素の厚さはわずか約2 mmです。 このような針先は円錐形に研ぐ必要があります。 特殊な加工が必要な場合は、電線サイズが異なる場合があります。 刺し部分の形状も異なる場合があります。 例えば、先端部は任意の構成または厚さを有することができる。
作業面ははんだ(薄い層)で覆う必要があります。 時間の経過とともに、作業プロセス中に、そのような層を再度適用する必要があります。
電気絶縁質量
検討中 電池を使ったミニはんだごての作り方電気絶縁性混合物の調製手順に注意を払う必要があります。 これを行うには、接着剤(ケイ酸塩)が必要です。 タルクパウダーを混ぜてあります。 液体サワークリームと同様の粘度の塊が得られるはずです。 この溶液は、ピンセットを使用して針の円筒部分に塗布する必要があります。 この動作は、十分な剛性の不活性プレートを使用して実行することもできます。

タルクとケイ酸塩接着剤の混合物は非常に粘着性があります。 これにより、状況が少し難しくなります。 したがって、その上に少量のタルカムパウダーを振りかける必要があります。 こうすることで溶液が固着するのを防ぎます。
発熱体作成の第一段階
特殊な発熱体を搭載しています。 これを作るには、あらかじめ用意しておいた針に銅箔のチューブを置きます。 その長さは3 cmでなければならず、針がチューブから出てくるはずです。 開いた部分は1cmを超えてはいけません。
この構造は、事前に準備した電気絶縁体の薄い層で覆う必要があります。 構造はガスまたは電気バーナーで乾燥させる必要があります。 温度は約150°Сである必要があります。 塗布された材料の層は焼き付けられ、硬くなります。
次に、直径0.2 mmの薄い部分を発熱体に巻き付ける必要があります。 約35cm必要ですが、ワイヤースパイラルは非常に慎重に巻かれています。 コイルは互いにぴったりとフィットする必要があります。
ワイヤの真っ直ぐな端は発熱体を越えて伸びています。 そのうちの1つは長さ3 cm、もう1つは6 cmでなければなりません。
発熱体作成の第 2 段階
必要な発熱体が必要です 技術特性。 機器の動作は、この部品の製造品質によって決まります。 巻き付けた後、電気絶縁体で覆われます。 バーナーによる乾燥プロセスが繰り返されます。
タルクを含む接着剤溶液が乾燥したら、長さ 6 cm のワイヤーの残りの端を発熱体の本体の後ろに配置する必要があります。 チューブ本体にしっかりと固定されています。 次に、電気絶縁層が再度適用されます。 乾燥手順が繰り返されます。

この時点で、発熱体の製造手順はほぼ完了します。 職人がまだしなければならない唯一のことは、ワイヤーの先端を電気絶縁混合物でコーティングすることです。 ワイヤの長さの半分に適用されます。 次に、溶液をバーナーで乾燥させます。
ツールアセンブリ
携帯機器の組み立て要素には、あらかじめ用意された一定の順序があります。 事前に慎重に検討する必要があります 電池からはんだごてを作る方法および上記で紹介した利用可能なツール。
発熱体の端はバッテリーに接続する必要があります。 これは、2 本の細い銅線を使用して実行できます。 接続ポイントは絶縁テープで巻く必要があります。 接続した電池は用意したケースに入れてください。 木製でもプラスチックでも構いません。

このようなツールの使用をより便利にするために、自分でスタンドを作成できます。 作業を開始する前に、ビルドの品質を確認する必要があります。 このモデルは電源コード付きでも製作可能です。 この場合、220/12V 降圧変圧器を使用する必要があります。
はんだごては、プロからアマチュア無線を始めたばかりの人まで、あらゆるアマチュア無線家の属性です。 現在では、あらゆるサイズのはんだごてやはんだ付けステーションが販売されています。 しかし、それらにはすべて大きな欠点が 1 つあります。非常に粗く、先端の端からハンドルの端までの距離が長いのです。 このような寸法は、大きな部品をはんだ付けする場合には便利ですが、小さな要素を作業する場合には、そのようなデバイスは非常に重いため不便です。 位置。 インターネットで小型はんだごての図を調べたところ、その多くには、先端が交換できない、アースが欠如しているなど、設計上の欠陥があることがわかりました。 そこで、さらに作成してみようと思いました 近代化されたいくつかの指示に基づいて初心者アマチュア無線家のための「アシスタント」。 当社の将来のはんだごての特徴には、こて先の端からハンドルの端までの距離が短い(約 30 ~ 40 mm)、ハンドルの直径(約 15 mm)、こて先と発熱体を交換できる機能(スペア)、製造が簡単で、特別な知識は必要ありません。
自家製ミニチュア低電圧はんだごて - 図面
通常のブラシをハンドルとして使用し、事前に研磨してニスを塗りました。 ワイヤーをハンドルにしっかりと固定するために、私はこの自家製ユニットを使用しました。中空のリベットに糸を作り、それをハンドルに接着しました。 ここでは、ロックネジを使用してケーブルを簡単に固定できます。
ワイヤーをハンドルにしっかりと固定するために、私はこの自家製ユニットを使用しました。中空のリベットに糸を作り、それをハンドルに接着しました。 ここでは、ロックネジを使用してケーブルを簡単に固定できます。 続いて遮熱板のマウント製作に移ります。 これらは中空リベットからも作られていますが、直径は小さくなっています。 M1.6 ネジがそれらに作成され、ハンドルが穴に接着されました。
続いて遮熱板のマウント製作に移ります。 これらは中空リベットからも作られていますが、直径は小さくなっています。 M1.6 ネジがそれらに作成され、ハンドルが穴に接着されました。
発熱体は一般的な安価な中国製のはんだごてから取られたもので、寸法をいくつか調整した後、デバイスに完璧にフィットしました。
この要素の出力は 7 ワット、長さは 6.5 mm です。 電源は、0 ~ 18 ボルトの調整可能な電源によって提供されます。 この場合、加熱温度は280度に達する可能性があります
ペンの裏側には普通のボールペンから借りられる普通のバネが接着されていました。 電源ケーブルの断線を防ぐために必要な部品です。 アース線と電源線はキャンブリックに通されます。 接地ソケットがケーブル用のプラグの主穴に押し込まれ、電源ケーブルが追加の穴を通して配線されます。
アース線と電源線はキャンブリックに通されます。 接地ソケットがケーブル用のプラグの主穴に押し込まれ、電源ケーブルが追加の穴を通して配線されます。 写真でわかるように、完成した自家製ミニチュア低電圧はんだごては、通常の万年筆とほとんど同じサイズです。
写真でわかるように、完成した自家製ミニチュア低電圧はんだごては、通常の万年筆とほとんど同じサイズです。
すべてのラジオエレクトロニクス愛好家にとって不可欠なツールは、バッテリー駆動のはんだごてです。 据え置き型のツールとは異なり、持ち運びが容易で、いつも使っているツールが手元にないときにも使用できます。 このような必要なツールは専門店で購入することも、自分で作ることもできます。

携帯用はんだごての使用
作業にははんだごてが必要になる場合があります 他の種類。 1 つのモデルで、ワイヤをはんだ付けしてネットワーク コネクタを復元できます。 ラジエーターの作業には、まったく異なるツールが使用されます。
ポータブルなバッテリー駆動のはんだごては、あらゆる種類の作業に対応できます。これは、小型および非常に小さな部品 (電子時計、超小型回路) で特に効果的に機能します。 自家製の工具は、携帯電話の充電器やラジオ電子機器の組み立てに使用されます。
このようなツールの電力は小さく、最大40ワットです。これは仕事には十分です。

必要に応じて、自分で行うこともできます。 すべての推奨事項に正しく従った場合、その主な利点は、小売チェーンの平均的なモデルよりも低コストでありながら品質が高いことです。
自家製デバイスの数少ない欠点の 1 つはその外観です。このパラメータでは購入したデバイスよりも劣ることは明らかです。 しかし、一般に、この欠点は特に重要ではありません。 ポータブル デバイスは次の場合に使用されます。
- 固定モデルを設置できない小規模な作業場。
- 現場で;
- 機密性の高いデバイスコンポーネントを扱う場合に使用します。
携帯用はんだごては、エレクトロニクス以外のさまざまな分野で使用されており、宝飾品メーカー、時計メーカー、さらには歯科医の仕事でも積極的に使用されています。 カドミウム電池は、このようなはんだごての電源として最もよく使用されます。 これらのバッテリーの充電は 300 回以上の配給に十分です。
目次に戻る
消耗品、製造順序
電池式はんだごてを自分の手で作るには、高価な材料をたくさん購入する必要はありません。 すべてのコンポーネントは専門店で簡単に見つけることができます。 したがって、必要な材料は次のとおりです。

はんだごて組立用部品:本体 ボールペン、MLT 抵抗器、銅、鋼線、両面テキストライト。
- 銅箔;
- 鉄チューブ(交換オプションは金属ボールペンの本体です)。
- 木製またはプラスチック製のハンドル(耐熱性が必要)。
- 銅線;
- 絶縁テープ;
- タルクパウダー;
- 単三電池一対。
- ケイ酸塩接着剤(必要に応じて液体ガラスに置き換えることができます)。
- ペンチ;
- 文房具のナイフとはさみ。
- 新聞。
銅箔は、見つけるのが難しい唯一のコンポーネントです。 問題が発生した場合は、整備工場または電気製品店で彼女に尋ねることができます。 それでも効果がない場合は、フォイルをフォイルでコーティングされたグラスファイバーに置き換えることができます。
グラスファイバーラミネートを購入しなければならない場合は、まずフォイルをラミネートから分離する必要があります。 これを行うには、アイロンでシートを加熱し、ホイルの一方の端を鉛筆に巻き付け、チューブが得られるまで注意深くひねります。 この手順で最も難しいのは、シートを傷つけないことです。
目次に戻る
作業の順序
ツールの製造に関するさらなる作業は、次の計画に従って実行されます。

- はんだこて先の製作。
- 電気絶縁体の準備。
- ベースの準備。
- 組み立てを行っています。
- スタンドを作る。
はんだごての先端は銅線でできており、その一端を作業角度に鋭くする必要があります。 研ぐときは、テーブルの上に新聞紙を敷いた上で研いでください。 この段階の主なツールとしては文具ナイフが適しています。 刃を交換できる工具を使用することをお勧めしますが、作業には小さなヤスリも必要です。
ワイヤーの端をドライバーの先端のように研ぐ必要があります(ベベル角度 - 45°)。
小さなチップの作業面の厚さは 3 mm を超えてはなりません。 平均的な刺傷の場合、この数値は 4 ~ 5 mm まで増加する可能性があります。 先端が針用に研がれている針先の場合、作業面の厚さは重要ではありません。 はんだごてが特定の種類の作業用に作られている場合、先端の厚さはそれほど重要ではありませんが、形状はカールしている必要があります。
研いだ後、表面にはんだの層が塗布されます。 これを行わないと、動作中にカバーされていない部分が焼けてしまいます。 しかし、非動作部分の焼き付けがツールの品質に何の影響も与えないのであれば、動作部分でも同じプロセスがすでに重要です。 この場合、こて先にはんだを再コーティングします。
このデバイスの完成したチップは発熱体として機能します。
目次に戻る
電気絶縁体の準備

塊を作るには、タルクパウダーと接着剤を用意します。 完成した混合物の粘稠度は液体サワークリームに似ているはずです。 ピンセットまたは特別なプレートを使用して、針の円筒面に塗布する必要があります。
電気絶縁混合物は非常に粘着性が高い必要があることに注意してください。 完成したはんだごてがくっつくのを防ぐために、塗布直後に塊をタルクパウダーで覆う必要があります。
発熱体の本体は先端に長さ3cmの銅箔チューブをかぶせますが、この場合チューブから出る先端の長さは1cmを超えないようにしてください。
発熱体は、薄い層で塗布された断熱材で覆われています。 その後、乾燥を行う。 ストーブバーナーで塊を乾燥させることができます。 この場合、作業面の温度は少なくとも150℃でなければなりません。 その結果、塊の層は固体になるはずです。
次に、厚さ 0.2 mm のニクロム線の層が発熱体上に巻き付けられます。 螺旋状に丁寧に巻き上げていきます。 合計で約3.5cmのワイヤーが必要になります。 ワイヤーの端は真っすぐに引き出し、片方は6mm(折り返し)、もう片方は3mmにしてください。 巻線は電気絶縁体の層で覆われ、バーナーで再度乾燥されます。
回転端は発熱体の本体の後ろに引き込まれ、チューブに取り付けられます。 次に、塊の層を塗布して乾燥するというプロセスが繰り返されます。 電気絶縁体の最後の層が乾燥すると、発熱体の製造プロセスは完了したと見なされます。 ツールの組み立てに進むことができます。
!
はんだ付け装置のトピックが YouTube チャンネルで重要な部分を占めています 金曜日テレビを開く続いて、チャンネルの作成者は、こて先が焼けていないコードレスはんだごてを組み立てます。


筆者はすでにいくつかのコードレスはんだごてを組み立てましたが、それらの先端は銅製で、特に仕事などで大量のはんだ付けをする必要がある場合には、常にこて先を研いで掃除するのは依然として問題です。 しかし、彼らが言うように、進化は止まらず、現在、マスターはすべての自家製製品愛好家に、いわゆる「永遠の」チップを備えたコードレスはんだごての改良版を提示しています。 このようなチップは研いだり掃除したりする必要がありません。 銅製のチップとは異なり、「永久」チップは、グリセリンに浸した湿らせた布またはスポンジを使用して、非常に簡単にカーボン堆積物を取り除くことができます。 これ以上のファイルはありません。 この自家製の製品は多くの人に役立つと思います。 1回の充電での動作時間は30~40分で、ほとんどの回路のはんだ付けには十分です。1回の充電でこの動作時間はかなり妥当だと思います。 はんだごてには、はんだごての電源が入っているかどうかを示すインジケータLEDが装備されています。 この瞬間か否か。 また、リチウムイオン電池(この場合は標準18650)を充電するためのソケットがはんだごての本体に組み込まれており、もちろんこのデザインにはスイッチが装備されています。 寸法はミニマルであることがわかり、非常に便利で、バックパックに入れて、必要な場所に静かに持ち運べました。


ウォームアップ時間は約40~50秒です。 まずは見てみましょう 組み立てに必要なもの。
1) まず、このようなはんだごてを自作するにはリチウムイオン電池が必要ですが、容量は大きいほど良いです。

2) 次に、刺しも必要です。 どのはんだ付けステーションからでも使用できますが、穴の直径が少なくとも 4 mm であることを確認するだけで済みます。

3) 体も必要になります。 20 cc の医療用注射器がこの作業に完全に対応します。

4) では、ニクロム、ガラス管、接続ワイヤーなどの細かいことに移ります。 これらすべては組み立て中にすでに直接確認できます。

それでは、作り始めましょう。 体の準備を始めましょう。 注射器から不要な要素、つまり下部と側面の耳を取り除きます。


注射器の整理ができたので、次は針のホルダーを作りましょう。 この目的のために、この延長チューブを使用します。


筺体が溶ける可能性があるため、筺体に直接取り付けることはできません。 そこで、シリンジに取り付けるには4ミリのテキソライトを使用します。

そこから注射器の直径に応じて「円形」を切り取り、延長チューブをこの円形に直接取り付けます。


また、確実に固定するために小さなネジ用の穴を開ける必要があり、遊びがあると、はんだ付け作業が困難になります。


固定が完了したら、ヒーターの製作を開始します。 ヒーターを作るためにニクロム線を用意します。 目で見てそれを解き、実験室ユニットに接続します。

電圧を 3.7 V に設定します。ニクロムの長さを変更することで、ほぼ次の図のようにスパイラルの加熱を低く抑えます。

赤すぎませんが、加熱が見えるはずです。 質問に対する即時回答 - ニクロムはどこで入手できますか? そのような機器はかなりの数があります。これらは、古いヘアドライヤー、ヘアアイロン、ケトル、一般に、かつて加熱されたものすべてです。

ご覧のとおり、最初は作者はリールからニクロムを使用したいと考えていましたが、その後、自分の言葉を明確に示すために古いヘアドライヤーからニクロムを使用することにしました。
ヒーターは何らかのフレームに巻き付ける必要があります。 著者は銅線を使用することにしました。 チップ自体の長さより少し長いガラス管をその上に置き、取り付けワイヤーをニクロムにねじ込み、ショートすることなく表面全体に均等に巻き付けます。 巻き終わったら、その上に短絡を防ぐために直径の大きい別のガラス管を置き、2番目の端子をねじ込みます。


次に、発熱体をチップに配置します。 ご覧のとおり、彼は中に入るのが困難です。 素晴らしい、追加のシーラントを使用する必要はありません。 この後、テストスイッチを入れる必要がありますが、どこに接触不良などが発生しているかわかりません。


ガラス管が温まると大量の煙が発生するため、最初のスイッチを入れるときは換気の良い場所で行う必要があることに注意してください。 テストは成功しました。 消費電流を測定することもできます。消費電流は約 1.5 アンペアであるはずです。

それでは、はんだごての部品を組み立ててみましょう。 まず、ヒーターを延長コードに接続し、次にすべてをハウジングに接続し、次にバッテリーを接続します。


さて、電子機器の話に入りましょう。 デバイスの回路図は非常に単純ですが、初心者には理解できない可能性が高いため、描く必要があります。


ご覧のとおり、ここには複雑なコンポーネントやトランジスタ、超小型回路はありません。 したがって、すべて吊り下げ設置で接続できます。 筆者は充電ソケットとして3.5mmプラグを使用しています。

これは、彼が電源に標準の充電ボードを取り付けており、(Open Frime TV チャンネルの作者の以前のビデオを見たことがあるなら)お気づきかもしれませんが、彼が組み立てたすべてのデバイスがこの充電に適合しているためです。 。 このソリューションは非常に便利で、毎回新しいソリューションを考え出す必要はありません。彼にとってはすでにGOSTのようになっています。
電子機器を取り付けるには、充電用と LED 用の穴をいくつか開ける必要があります。 また、上部の穴を別の丸い PCB で閉じます。 スイッチは付属する予定です。



すべての準備ができたら、それを 1 つの全体に組み立てることができます。 これは非常に簡単で誰でも行うことができます。

組み立て後、作者はデバイスの最終的な外観に満足できなかったため、市場性のある外観にするために、ケースを黒く塗装することにしました。

さて、もう一つ、それはすでに工場の設計のように見えます。 ご覧のとおり、製造プロセス全体にはかなりの時間がかかり、他の人なら工場製のはんだごてを購入するだけだったでしょう。
では、このはんだごての機能を確認してみましょう。 これを行うために、いくつかのテストを実行してみましょう。 まず、どれくらい早く加熱するかを確認します。 ご覧のとおり、はんだごては完全に冷えています。