にカテゴリー:
フライス加工
カッターの製造に使用される材料
フライスの製造に使用される材料には、加工される材料の硬度を上回る高硬度、高い耐摩耗性および耐熱性、高い機械的強度が必要です。 製造用
切削工具、特にフライス、カーボンアロイ工具鋼、高速度工具鋼、超硬合金、鉱物セラミック、超硬材料、合成および天然ダイヤモンドが使用されます。
切削工具の製造には、次のグレードの工具炭素鋼が使用されます: U7、U8、U9、U10、U11、U12、U13 (文字 U は鋼が炭素であることを示し、数字は炭素鋼の平均炭素含有量を示します) 10 分の 1 パーセント)。 有害な不純物が最小限に抑えられた高品質の工具鋼には、文字 A が付けられます: U10A、U8A など。炭素工具鋼は切削特性が低いです。 このような鋼で作られた切削工具は、切削ゾーンの温度が 200 ~ 250 °C まで、切削速度が 10 ~ 15 m/min の範囲で加工できます。
合金工具鋼は、クロム、タングステン、モリブデン、バナジウムなどの 1 つ以上の合金元素が存在する場合にのみ、炭素工具鋼と化学組成が異なります。 ほとんどの場合、HG、HV5、9XC、および HVG の鋼種が、小径のスロット付き、成形済み、およびエンドミルの製造に使用されます。 合金工具鋼は炭素工具鋼よりも高い切削特性を持っています(切削ゾーンの温度 300 ~ 350 °C、切削速度 20 ~ 25 m/min)。
ハイス工具鋼は、炭素工具鋼や合金工具鋼と異なり、高い耐摩耗性と高い耐熱性を備えています。 赤い硬度を持っています。つまり、赤熱温度(550〜600℃)でも特性を失いません。
ソ連では、鋼の化学組成を表す統一記号(文字と数字からなる)が確立されています。 最初の 2 桁は平均炭素含有量を示し、文字は合金元素 (B - タングステン、F - バナジウム、K - コバルト、M - モリブデンなど) を示し、文字の右側の数字はそれらの平均含有量 (パーセントで)。 P という文字は高速度鋼の略です。
現在、あらゆる種類のフィルタリングツールの製造に最も多く使用されています。 従来の構造材料を加工する場合、R6M5、R6MZ、R12 の鋼種が使用されます。 最近、UkrNIIspetsstal は、タングステン含有量 (1.1% の炭素、窒素、バナジウム、モリブデン) を削減した新しいグレードの高速度鋼 11ARZMZF2 を開発しました。
刃先の加熱が増加する条件下での高強度ステンレス鋼および合金の加工、および衝撃を伴う作業時の硬度と靱性が増加した鋼および合金の加工には、次の鋼種が使用されます: R18KF2、R10K5FZ、R9K5 、R6M5K5、R12F2K8MZ、R9M4K8など。これらの材種は歯切り工具の製造にもよく使用されます。
超硬合金は、高速度 I 工具鋼の加工速度の 5 ~ 10 倍の切削速度での作業を可能にし、80 °C 以上の温度でも切削特性を失いません。 サーメット硬質合金 I は、タングステン、チタン、またはタンタルの炭化物と、これらの物質を結合するコバルトで構成されています。 タングステン - コバルト サーメット合金 (VK2、VKZ、VKZM、VK6、VK6M、VK5N、VK10、VK10M、VK15M、VK8、VK6-OM、VK8-OM、VKU-OM、VK15-OM など) とチタンタングステン - コバルト (T5K10、T14K8、T15K6、T30K4、T60K6 など)。 文字の後の数字は、合金中のコバルトとチタンの割合を示します。
たとえば、T14K8 合金は 14% の炭化チタン、8% のコバルト、78% のタングステンカーバイドで構成されています。
コバルト (靭帯) とタングステン、チタン、タンタルの炭化物からなる 3 つの炭化物超硬合金が製造されます。 これらの合金は高い強度が特徴です。 TT7K12 グレードの超硬合金は、T5K10 合金よりも 1 刃あたり 1.5 ~ 2 倍高い送りでの運転を可能にします。 超硬合金は、標準的な形状とサイズのプレートの形で製造されます。
タングステン - コバルト合金は、鋳鉄、青銅、焼入れ鋼、プラスチック、磁器などの脆性材料の加工に使用されます。チタン - タングステン グループの硬質合金は、主に鋼の加工を目的としています。 材種 TT20K9 は、鋼のフライス加工用に特別に設計されています (たとえば、深い溝のフライス加工用)。 熱的および機械的繰り返し負荷に対する耐性が向上しているのが特徴です。 粗鋼用の最も耐久性のある合金は、TT7K12 および T5K12B グレードの合金です。
炭化タングステンの粒径が小さくなると、合金の耐摩耗性と硬度が増加します。 このパターンは、必要な特性を備えたさまざまな目的の合金を作成するために使用されます。 最初の細粒合金は VKZM 合金と VK6M 合金でした。 最近、特に細粒 (OM) 構造を備えた硬質合金、VK6-OM、VKU-OM、および VK15-OM が開発されました。
超硬工具の耐久性は、その表面に炭化物 (チタン、ニオブ)、ホウ化物、窒化物などの耐摩耗層 (5 ~ 15 ミクロン) が塗布されると向上します。
鉱物およびセラミック合金は、酸化アルミニウム A/203 (コランダム) をベースに、微粉砕、プレス、焼結によって製造されます。 これらは硬質合金と同様に、標準的な形状とサイズのプレートの形で製造されます。 現在、TsM-332 と VZ の 2 つのグレードのミネラル セラミックが産業用途に使用されています。 VZ ブランドのミネラル セラミックは、TsM-332 ブランドのセラミックに比べて強度が高く (1.5 ~ 2 倍) あります。 酸化アルミニウムに加えて、VZ グレードのセラミックの組成には高融点金属の複合炭化物が含まれています。
ミネラルセラミックプレートは、一部の硬質合金よりも優れた耐熱性と耐摩耗性を備えています。 ただし、硬質合金に比べて強度が低く、脆性が増加します。 ミネラルセラミックは、再研磨不可能な刃を備えたエンドミル(ヘッド)を使用した精密フライス加工や精密フライス加工に応用されています。
超硬材料 (STM) は、立方晶窒化ホウ素をベースとした多結晶構造です。 このグループには、複合材 01 (エルバー-R)、複合材 05 および複合材 10 (ヘキサニット-R)、PTNB (固体窒化ホウ素の多結晶)、「バイソン」、「ベルボロン」などが含まれます。
超硬材料は、熱疲労強度の点で鉱物セラミックや超硬合金よりも大幅に優れています。 El-bor-R、hexanit-R、PTNBなどは、カッター、カッターの装備だけでなく、金属(刃)工具を研ぐための研磨工具の製造にも使用されます。
金属工具用の超硬材料は、直径 4 ~ 8 mm、長さ 4 ~ 8 mm の円筒形インサートの形で製造されます。
窒化ホウ素をベースにした超硬材料は鉄金属に対して化学的に不活性ですが、炭素(ダイヤモンド)をベースにした材料は鉄金属に対して化学的に活性です。 この違いにより、その適用範囲が決まります。超硬材料は、鋼、鋳鉄、および多くの加工が難しい合金の加工に使用されます。 多結晶ダイヤモンド - 非鉄金属、チタン合金、グラスファイバーなどの加工用。超硬材料の加工には、硬度でこれらを上回るダイヤモンドのみを使用できます。
合成ダイヤモンド (「カーボナード」や「バラス」など) は、粉末と結晶の形で入手できます。 合成から
ダイヤモンド粉末はダイヤモンド研磨工具を製造します。 合成ダイヤモンドホイールは、硬質合金切削工具 (フライスを含む) の研磨と仕上げ、さらにダイヤモンド自体を含む貴石の研削と仕上げに使用され、成功しています。 ダイヤモンドカッターやカッターは、主に非鉄金属、合金、非金属材料を切断する際の仕上げ(仕上げ)工具として使用されます。
切削工具の高性能作業のための主な条件の 1 つは、
工具材料の正しい選択。 カット加工用
木工のフライス工具の要素が使用されます
工具鋼(合金、高速度)、超硬合金、
サーメット素材。 ツールケース作りに
構造用高品質鋼、構造用合金を使用
鋼、および特殊軽合金。
合金工具鋼。これらの鋼には次のものが含まれています
合金元素 (クロム X、タングステン B、バナジウム F など) を増加させます。
切削性やその他の特性(たとえば、耐摩耗性が2〜2.5倍増加します)
炭素工具鋼の耐摩耗性と比較)。 のために
ソリッドシェルカッター、プレハブ式の交換可能なカッターとナイフの生産
フライスカッターでは、クロム-タングステン-バナジウム鋼グレードの X6VF および 9X5VF が広く使用されています。
高速度工具鋼。これらの鋼はより高い
従来の合金鋼に比べて優れた切削特性を発揮します。
木材切断工具には、次のグレードの高速度鋼が使用されています。
R4、R9、R12、R18、R6MZ、R6M5。 タングステンモリブデン鋼グレード 6RMZ および R6M5
工具の強度と耐摩耗性が大幅に向上します。 により
モリブデン含有量が多く、これらの鋼の切削特性は次のとおりです。
ハイス鋼 R12 および R18 の切削特性は、
タングステンの含有量は2〜3分の1です。
硬質サーメット合金。超硬合金の主成分 -
タングステン、チタン、タンタルカーバイド。 硬質合金の組成におけるコバルトの役割
セメント靱帯の役割。 木工で最も一般的なのは、
炭化物を含む単炭化物サーメット超硬合金を受領
タングステン (グレード VK6、VK6M、VK8、VK8V、VK15)。
超硬インサートを使用した工具の製造では、原則として、
ホルダーまたは本体に取り付けられている標準プレートを使用します
はんだ付けまたは機械装置による。
シェルカッター
木材および木質材料のフライス加工には、アタッチメントが広く使用されています。
フライス、その際立った特徴はスピンドルのノズル用の穴です。
機械に取り付けるか、モーターシャフトに直接取り付けます。
シェルカッターはデザインに応じて次のように分類されます。
全体と組み立て済み。 また、ソリッドシェルカッターは、
単一のカッターとカッターのセットの形式(複合)。 最も頻繁に使用されるソリッド カッターのセット
パーツプロファイルの加工用に選択されたフライスカッターのグループです。
単一のカッターでは入手が困難で、生産性が低く、
不可能。 1組のソリッドカッターが1本の共通シャフトに固定されています。 セットでできるのは、
パラメータが同じまたは異なるカッターを入力します。 ソリッド、カッター
合金鋼または構造用の単一のビレットから作られています。
硬質合金または合金鋼のろう付けプレートを備えた鋼。 による
歯の裏面のデザイン、カッターは裏付きと刃に分かれています。
まっすぐな背面(尖った歯)を持つ。 強化ソリッドカッター
ほとんどの場合、さまざまなプロファイルの成形フライス加工用に設計されています。
彼らの刃先は形作られています。
刃先の形状に応じて、1 つまたは別のプロファイルが得られます。
加工された部品。 成形レリーフカッターの歯は平らになっています
前端。 背面はアルキメデスの曲線に沿って描かれることがほとんどです。
螺旋、または中心をずらして描かれた円の円弧に沿って。
リリーフカッターの特徴は、前刃に沿って再研磨する際に、
歯の軸方向断面における刃先のプロファイルを一定に維持します。
穴径 d立体形状のカッターの場合は 22 個です。
27 および 32 mm。ほとんどの場合、対応する寸法と一致します。
フライス盤のマンドレル。 外径 D成形カッター80; 100と
成形ソリッドレリーフカッターには多くの利点があります。
ツールの寿命全体にわたってパラメータを維持し、一貫性を確保します。
ワークピースのプロファイル、操作が簡単、バランスが取れています。
ただし、欠点もあります。主な欠点は、不合理な使用です。
合金工具鋼: 有効使用率は 10 ~ 20% 未満
カッターマス。
尖った歯を持つカッターでは、前刃と後刃の形状が平らになります。
カッターの回転軸に垂直な平面。 このカッターのデザイン
種類はかなり豊富です。 尖った歯を持つカッターのグループには次のものがあります。
形状フライス、溝フライス、スパイクフライスなどのフライス。
尖った歯を持つカッターの目的とデザインに応じて
前端または後端を研ぎます。 これらのカッターは作ることができます
ろう付けされた合金鋼または構造鋼 (ケース) のみで作られています。
カッターの歯には高速度鋼または硬質合金のプレートが取り付けられています。 で
実行される作業の種類とカッター部分のプロファイルの複雑さに応じて、
尖った歯は単一の場合もあれば、複合歯(以下のもので構成される)もあります。
異なるカッター)、または同じタイプの複数のカッターのセットの形式で使用できます。
フライスの横方向の切れ刃、幅のサイズを提供します。 で溝、
バックアングルは3°です。 幅を保つために で永久歯
後ろの端を研ぎます。 主溝以外の横溝用溝入れカッタ
サイズを形成する歯 で、両側に切れ刃がある
フロントアングル45°。 アンダーカット歯 (アンダーカッター) がメインよりも上に突き出ている
0.5mm単位の切削円を実現し、高品質な加工を実現します。
同様のデザインの、プレートを備えた溝カッターもあります
硬質合金。
平らな円筒フライス、尖ったカッター用
歯には硬質合金プレートが装備されています。 これらのカッターは、ほとんどの場合、
家具の製造で内張りされたパネルの加工に使用されます。
ベニヤ、プラスチック、その他の素材。 加工品質を向上させるため
フェーシング層の側面(切りくずの除去) 歯は軸に対して傾斜しています
回転。 刃先の傾きは、力 P が次のように選択されます。
アレイの深さに向けられます。 2枚並べたスラブをフライス加工する場合
側面、刃先が両側に傾斜しているカッターが使用されます。
2 つの同一のカッターで構成されますが、異なるカッターを備えた複合カッターを提供します。
歯が傾いている、または 2 列の歯を持つシングル カッター。 傾斜角
カッターの軸に対する歯の角度は通常 15 ~ 20 °です。
木材(合板、繊維板、プラスチックなど)をフライス加工する場合
超硬合金を工具として使用するのは合理的です
材料。 ワークの形状によっては、
標準プレートまたは可塑化硬質プレート
合金。 多くの場合、標準レコードを再研磨する必要があります
硬質合金を使用して必要な形状と寸法を与えます。 再表面化
生産性を高めたダイヤモンドホイールを製造しています。 するために
超硬合金の合理的な使用だけでなく、
プレートの刃先のプロファイルは、前面または背面に沿ってはんだ付けされます
歯。 したがって、フラットまたはアングルフライス用に設計されたカッターの場合、
プレートを沿うように配置すると、より経済的にプレートを使用できます。
ただし、バックフェースの強度を確保する必要があります。
はんだ付け。 カッターの成形には、超硬インサートなど
通常は前面にはんだ付けされます。
カッターの刃先の最終プロファイリングは、はんだ付け後に行われます。
記録。 を備えた異形カッター用の異形刃先の概要
硬質合金は最も多様です。
フライス盤の場合、最も広く普及している設計はプレハブ式です。
図に示すシェルカッター。 9. ディスクグルーブカッターが設計されています
ほぞ取りキャリッジを備えた機械の溝やラグのフライス加工に。 そんなカッター
インサートナイフが含まれています 1, 本体のウェッジ溝に固定 4
厚切りポテト 2 および拡張ネジ 3. 外径 D
カッター200; 250; 320mmと360mm。 ナイフは鋼製、または装備されています。
長さ 50 mm、幅 8 mm の硬質合金プレート。 12; 16; 20mm。 直径
取り付け穴32と40mm。
ストレートナイフを備えた円筒形の既製カッター (図 9.6) には、
遠心ウェッジによるナイフの固定方法。 カッターは本体で構成されています 4,
ナイフ 1, 厚切りポテト 2 そして拡張ボルト 3: で
ボルトを緩める 3 厚切りポテト 2 ナイフをしっかりと固定します
場合。 ナイフを確実に固定するには、締め付け力は 30 ~ 40 N です。
キーの長さは120〜140mm。 遠心力の作用下でのカッターの回転中
本体へのナイフのクランプ力が増加します。
フライスカッターは 2 つのバージョンで生産されています: バージョン A - 平鋼付き
ナイフの長さは40。 60; 90; による; 130; 170 および 200 mm。 処刑B - ナイフによる、
VK15硬質合金プレートを装備。 カッター80の外径; 100;
125; 140; 160mmと180mm。 同様のカッターデザインがあります
プロファイルフライス加工、スパイクの切断など。
複合カッターは、2 つ以上のソリッド カッターから組み立てられ (構成され)、
セクションが配置された複雑な(両面)プロファイルの処理
カッターの回転面。 プレハブ式シェルミルには交換可能な刃物が備わっています
要素 - カッターまたはナイフ。 これが彼らの主な特徴です。 プレハブシェル
フライスカッターは、本体、ナイフまたはカッターの形の切削要素、部品で構成されます。
機械のスピンドル上での固定、調整、センタリング、クランプ。 プレハブ式
シェルフライスカッターは、環境に関係なく一定の切断直径を提供します。
再研磨中。
エンドミル
エンドミルにはシェルフライスとは異なり、取り付け穴はありませんが、
シャンクを使用して機械の主軸に固定されます。 シャンクスは
円筒形、円錐形、またはねじ切りされたもの。 カッターは円錐形または円錐形に固定されています。
ねじ付きスピンドルシート、チャック、またはコレット。 形状にもよりますが
工具、カッターの回転中に切れ刃によって描かれる表面
円筒形と形状に細分化されます。
エンドミルはソケットや溝のサンプリング、規格に応じた部品の加工に使用されます。
輪郭を作成し、部品の側面を整形し、部品からの張り出しを除去します。
さまざまな素材で裏打ちされたシールド、一括コピーなど。
シェルエンドミルとは異なり、直径が小さい(実質的には3~3インチ)
最大60mm)。 この点において、必要な切断速度を確保するには
エンドミルは 9000 ~ 24000 min-1 の速度で動作します。 で
このような速度と比較的低い送り速度 (5 ~ 10 m/min)
刃当りの送り (2=1...2) は無視できるほど小さいため、高い精度が保証されます。
加工品質。
エンドミルは主に1ピースで作られますが、デザインもあります
そしてプレハブエンドミル。 縦溝のサンプリング時、フライス加工時
クォーター、部品内部輪郭加工(深め加工)終了
フライスには、側面切れ刃に加えて、端面切れ刃も必要です。
歯の裏面の設計に応じて、エンドミル
裏付き、裏なし、尖った歯に分けられます。
バック付きカッターと尖った歯を持つカッターの詳細が記載されています。
より高い。 ここで未精製とは、裏面が未精製のフライスを意味します。
横切れ刃のどの点の面も円弧状に形成されています
カッターの中心から円を描きます。 必要な切断角度を作成するには
偏心チャックに未加工のカッターが取り付けられています。 として
再研磨すると工具の質量が減少するため、刃先が研ぎ澄まされなくなります。
カッターはチャックとともに定期的にバランスを取る必要があります。 バランスを取っている
チャックの取り付け角度を変更する場合も同様です。
ソリッドエンドミルは、完全に合金または
ろう付け超硬インサート付き高速度鋼、ソリッド
(全体が硬質合金製)、硬質合金製のモノリシック作動部品の形
合金およびろう付けされた構造用鋼シャンク。 エンドミル
合金鋼グレード X6VF および 8X4V4F1 (R4) から円筒形が作られています
3 つのタイプ (図 10): 輪郭に沿ってフライス加工するための未精製 (a)。
輪郭に沿ってフライス加工するために裏打ちされています (b)。 巣のサンプリング用 (V)。
フライスカッター -a および b-シングルカットタイプ V- 両刃。 直径
カッタータイプ あ 3 ~ 20 mm、直径 8 mm まで 1 mm 目盛り、2
8mmあります。 b、cタイプのカッター径。 5; 6; 8; 10; 12; 16; 20mmと25mm。 のために
溝と巣を選択する際の木材の端縁の摩擦の軽減」が与えられます。
カッターの中心に 2...3 0 の角度でアンダーカットします。 バックコーナーエンド
エッジは20〜25°。 横切れ刃の角度パラメータは次のとおりです: a=10
15°; y = 30;..35°。
各種木材(合板、合板、合板)のフライス加工に。
繊維板、プラスチックなど)、エンドミル装備
硬質合金プレート。 図上。 10、dは単一切歯を示します
本体が鋼40Xまたは鋼45で作られた未精製のフライス、および
プレートは超硬合金VK15製です。 このようなカッターの直径は8〜18 mmで、段階的に変化します。
2 mmまで、ランディングネックの直径は8および10 mm、長さは55〜70 mmです。 これらのカッター
セストロレツクとトムスクの工具工場を作る。
同様の情報。
フライスは、外面に歯のある工具です。 カッターが回転すると、部品と接触する歯が部品を加工し、必要な形状を与えます。
カッターの形状は直線か曲線か、ナイフの裏面は異なります。 プロファイル作業の場合、カッターはバックアップされ、スパイラルナイフが装備されています。 円筒形の尖ったカッターがあり、切り出す際に突起したエッジが付いています。 製造価格はカッターの種類によって異なります。
フライスは、提供されているノズル方式に応じて、エンドまたはシェルにすることができます。 エンドまたはテールはコレットとチャックで固定され、取り付けられたものはスピンドルにねじ込まれます。 カッターの価格はいくつかの要素から構成されており、そのうちの 1 つはそれが作られている素材です。 そして、フライスを製造する金属は、加工される材料を考慮して選択されます。
当社では円筒カッター、正面カッター、ディスクカッター、アンギュラーカッター、端面カッター、異形カッター、キー溝カッターなど各種カッターを製造しております。
シェイプカッター様々な形状の表面の加工に使用されます。
異形カッターは、さまざまな形状の表面の加工に広く使用されています。 異形フライスを使用する利点は、フライス面の長さと幅の比率が大きいワークピースを加工する場合に特に顕著です。 大規模生産条件における短い形状の表面は、ブローチ加工が最適です。
VolgaTools は、裏歯と鋭利な歯を備えたカッターを受注生産します。 カッターの価格は製造の複雑さによって異なりますが、ご注文に厳密に従って計算し、既製の形状のカッターを製造することができます。
 エンドミル輪郭の凹部、棚、相互に垂直な面の本体部分に深い溝を加工するために使用されます。 機械スピンドルのエンドミルには、円錐形または円筒形のシャンクが取り付けられています。
エンドミル輪郭の凹部、棚、相互に垂直な面の本体部分に深い溝を加工するために使用されます。 機械スピンドルのエンドミルには、円錐形または円筒形のシャンクが取り付けられています。
エンドミルは、螺旋状または傾斜した歯で作られています。 歯の傾斜角度は30〜45度に達します。 フライス加工中に溝が破壊されるため、エンドミルの直径は溝幅よりも小さくなるように選択されます (最大 0.1 mm)。
 エンドミルの種類は、 キー溝二枚刃カッター。 ドリルと同様に、軸方向の送り動作で被削材に深く入り込んで穴を開け、溝に沿って移動します。
エンドミルの種類は、 キー溝二枚刃カッター。 ドリルと同様に、軸方向の送り動作で被削材に深く入り込んで穴を開け、溝に沿って移動します。
カッターの再研磨は、端刃の裏面に沿って行われるため、再研磨中、カッターの直径は変化しません。
 アングルカッターコーナースロットや傾斜面のフライス加工に使用されます。
アングルカッターコーナースロットや傾斜面のフライス加工に使用されます。
シングルアングルカッターは、円錐面と端面に切れ刃を持っています。 ダブルアングルカッターは、隣接する 2 つの円錐面に刃先が配置されています。 アングル カッターは、さまざまな工具のチップ溝をフライス加工するために工具業界で広く使用されています。
小型のアングルカッターは、円筒形またはテーパーシャンクを備えたエンドミルで作られています。
 ディスクカッター溝やマンホールのフライス加工に使用されます。
ディスクカッター溝やマンホールのフライス加工に使用されます。
超硬インサート刃を備えた標準的な両面ディスク カッターは、直径 100 ~ 315 mm、幅 18 ~ 32 mm、歯数 8 ~ 20 です。
VolgaTools は、浅い溝を掘削するための溝入れディスク カッターや、シリンダーの表面と端の両方に歯がある 2 面および 3 面のディスク カッターを製造しています。
 エンドミル立型フライス盤で使用されるため、円筒フライス盤よりも生産性が高くなります。 このようなカッターでは、刃先の先端が主役となり、最後にある歯の刃先が補助的な役割を果たします。 基本的に、カッターの外面に沿ったサイドエッジが材料を切断します。
エンドミル立型フライス盤で使用されるため、円筒フライス盤よりも生産性が高くなります。 このようなカッターでは、刃先の先端が主役となり、最後にある歯の刃先が補助的な役割を果たします。 基本的に、カッターの外面に沿ったサイドエッジが材料を切断します。
エンドミルは平らな面で作業するように設計されており、刃先の上部は円、破線などのさまざまな形状にすることができます。 フェースミルは加工面との接触角に依存しないため、小さな取り代でスムーズに作業が行えます。
 円筒カッター横型フライス盤での平面の加工に使用されます。
円筒カッター横型フライス盤での平面の加工に使用されます。
狭い表面を加工する場合に使用される、まっすぐな歯を持つこともできます。 はすば歯を持つフライスは、平面が広い製品に使用されます。 運転中に発生する大きな軸力の影響を軽減するために、ヘリカル歯を備えたダブルカッターは異なる傾斜方向で作られています。 カッターが結合されている場所では、1 つのカッターの刃先が別のカッターと重なっています。
円筒フライスは、高速度鋼と硬質合金プレート、ネジ、平を使用して製造されています。
VolgaTools 社はさまざまな工具の製造および販売に従事しており、その中でもフライスカッターの製造は優先事項の 1 つです。
切削条件の強化によるフライス加工の高生産性の実現可能性は、工具素材の品質によって大きく左右されます。
ハイス鋼
フライス加工の場合、通常の抵抗グレード P9、P12、および P18 の高速タングステン鋼およびタングステン モリブデン鋼が長い間使用されてきました。 新しいグレードの高速度鋼の開発は、タングステン含有量を減らし、かなりの割合の炭素を含む多成分組成を作成するという道筋に沿って行われます。 タングステン含有量が少ない鋼の高い耐久性は、モリブデン、コバルト、および一部のグレードでは炭素含有量が多いバナジウムと合金化することによって実現されます。
炭化物
炭素鋼
炭素工具鋼 (たとえば、グレード U12A) は、低速の切削速度でしか使用できないため、フライス加工にはほとんど使用されません。 歯車切断ファインモジュールカッターを含む小型フライスのみが炭素鋼で作られています。
合金鋼
合金工具鋼 (9KhS、KhG、KhVG など) は、主に、低い切込み深さと送りで低速の切削速度で動作する成形カッターの製造に使用されます。
ハイス鋼の用途
ハイス鋼の主な用途は次のとおりです。
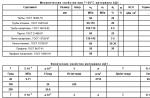
P18 および P9 は、古くから知られ、広く普及している高速度鋼のグレードです。 かなり高い赤硬度(600~650℃)と硬度(HRC64まで)を持ち、あらゆる種類の切削工具に適しています。 P9 鋼は、タングステン含有量が低いため、P18 鋼の約半分の価格ですが、強度が低くなります。 鋼 R18F2、R14F4、R9F5、R10F5K5 にはバナジウムまたはコバルト (または両方の合金元素) が多く含まれており、赤色硬度と耐摩耗性に有利な影響を与えます。 これらの鋼は、耐熱性を含む、硬度と強度が向上した材料の加工に使用できます。 コバルト含有量が 5% を超えて増加すると、耐熱性は向上しますが、同時に鋼が脆くなるため、工具に大きな衝撃荷重がかかるフライス加工にはそのような鋼を使用することはお勧めできません。 高バナジウム鋼は、特に高い耐摩耗性を特徴としていますが、強度には限界があります。 高炭素鋼および高クロム鋼の仕上げに使用することをお勧めします。
鋼 R6MZ、R9M、R6M5、R18F2K8M はモリブデンの含有量が増加しているのが特徴で、これにより耐熱性と耐摩耗性が大幅に向上します。 これらの鋼は強度が高いという特徴もあり、耐熱性と高強度の合金や鋼のフライス加工に使用されます。
タングステン含有量が低く、コバルトと合金化された鋼 R9K5、R9KYu は、高い切削速度 (50 ~ 70 m/min) での中強度の構造用鋼の加工に使用することをお勧めします。 これらの鋼は耐熱合金のフライス加工にも使用されます。 この場合、鋼R18と比較して、カッターの抵抗が2〜2.5倍増加します。
適用の合理性
研究結果と国内産業の経験の一般化に基づいて、工具鋼の最も合理的な使用法について次の結論を導き出すことができます。
- 中強度構造用鋼、ねずみ鋳鉄および可鍛鋳鉄、アルミニウム合金を 50 ~ 70 m/min の切削速度で加工する場合、R6M5、R18、R6M5K5、および R9M4K8 鋼を使用することが最も推奨されます。
- 形状レリーフカッターを使用して同じ材料をフライス加工する場合は、鋼材 R6M5、R18、R18K5F、および R9K10 を使用することをお勧めします。
- 耐熱性のステンレス鋼および合金のフライス加工には、オーステナイト構造で強度を高めた鋼、鋼 R14F4、R8MZK6S、R9K10、R9M4K8、R6M5K5、R9F5、R10F5K5、および R12F2K8MZ、R18F2M R6FK8M5 などが最もよく使用されます。
2017-08-01
さまざまな企業でのフライスカッターの製造は、完全および不完全なサイクルに従って実行されます。 最初のオプションはロシアの工場に関連し、2番目のオプションは西側の専門産業と、原則として国際保有株に含まれる個々の国内企業に関連します。
- 完全な生産サイクル。これには、ブランクと鍛造作業の実行、鋼の熱処理、電気めっき、および機械的組み立てプロセスが含まれます。 工場にはプレス、成形、熱処理など必要なすべてのセクションが揃っています。
- 高度に専門化された企業。生産施設には最新のソフトウェアとコンピューターが装備されています。 当社では機械加工と組立のみを行っております。 ブランクは他の部門からのものです(原則として、これらは輸入品です)。
フライス製造:技術プロセスの特徴
カッターの材料
カッターの製造用の材料は次の特性を備えている必要があります。
- 加工品を超える硬さ。
- 高い耐摩耗性。
- 機械的強度。
従来、切削工具の製造には、炭素工具鋼、高速度鋼、超硬合金、セラミック、人造および天然ダイヤモンドが使用されてきました。
工具用炭素鋼
カッターの製造には、工具鋼グレード U7、U8、UO、U10、U11、U12、U13 が使用されます。 最小限の不純物を含む材料には、さらに文字 A (U10A、U8A) が付けられます。
炭素鋼の欠点は、切削性が低いことです。 このようなブランクから作られた工具は、最大200〜250度の温度で部品を加工できます。 最大切断速度は10~15m/minです。
合金工具鋼
スロット付きミル、形材ミル、およびエンドミルの製造には、鋼グレード KhG、KhV5、OHS、および KhVG が使用されます。 この材料は(炭素鋼と比較して)切削特性が向上しています。 最大300~350度の温度、20~25m/minの動作速度で部品を処理することが可能です。
ハイス工具鋼
耐摩耗性と熱容量の点でカーボンや合金素材を超えた素材です。 ハイスは赤熱(550~600度)になっても本来の特性を失いません。
生産では、高速度鋼グレード R18、R12、RO、R18M、ROM、R6M5、R18F2 (通常の生産性) および R18F2K5、ROF2K5、ROF2K5、ROF2K10、ROF5、R14F4、R6MZ、R10F5K5 (生産性向上) が使用されます。 材質はコバルト、バナジウム、モリブデンの合金です。
超硬サーメット
材質の組成は炭化タングステン、チタン、コバルトです。 最も広く使用されている超硬合金グレードは、T5K12V、TT7K12、TT7K5、TT10K8B です。 それらの主な違いは強度の向上であるため、工具用の切削インサートはそれらから作られています。
鉱物セラミック合金
この材料は、コランダムを微粉砕、プレス、焼結することによって製造されます。 カッティングプレートは硬質合金で作られています。 このような製品と金属セラミック合金で作られた製品との主な違いは、強度の低下と脆さです。 このため、ミネラルセラミックは精密仕上げフライス加工のみに使用されます。
フライス加工設備
企業はカッターの生産に次の設備を使用しています。
- 旋盤と旋盤。
- 炉;
- フライス盤;
- 組み立てスタンド。
生産段階
カッターの製造技術プロセスは次のとおりです。
- 鍛造。 ワークは素材を鍛造して作られます。 その後旋盤で10mmの取り代を残して剥離加工を施します。
- 粗い加工。図面を中心に5mmの遊びを持たせて回転させます。 その後、寸法がチェックされ、熱処理(焼き入れと焼き戻し)に送られます。
- ターニングカッター。 旋盤でカッター、外径、主面を0.3mmの取り代を残して研ぎます。
- ストレスを和らげます。荒加工後、内部応力を緩和するために部品に時効処理が施されます。 これを行うには、550〜570度に加熱して冷却します。
- 研削。 部品の端と表面、外径は研削盤で加工されます。
- フライス加工。 ワークピースは、各側に 0.2 ~ 0.3 mm の余裕を持たせてフライス盤で加工されます。 その後、エッジを鈍くし、欠けやバリを取り除きます。
- 最終処理。部品は図面に示された寸法に従って外径に合わせてフライス加工され、その後研削されて品質管理に送られます。
窒化処理
金属用フライスの製造には、鋼の表面が窒素で飽和される窒化処理が含まれます。 この操作により、製品の硬度と耐久限界が向上し、腐食プロセスに対する耐性のレベルも向上します。 窒化の前に、部品は熱処理に送られます。 最後に、ワークピースを研削して最終寸法を取得します。
カッターの種類
主要な 5 種類の金属ミルの製造が可能です。
- 円筒形。 横型の機械で平面をフライス加工するのに使用されます。 直歯と螺旋歯が用意されています。 製品にはハイス鋼を使用しております。
写真#1:
- 終わり。 垂直機械での平面の処理を目的としています。 このツールはスムーズな操作と優れたパフォーマンスを備えています。

写真#2:
- ディスク。 溝切りなどに使用します。

写真#3:
- コーナー。 傾斜面やコーナー溝入れ加工に最適です。

写真#4:
- 終わり。 深い溝、くぼみ、出っ張りの切削に適しています。 らせん状/斜めの歯を持っています。

写真#5:
ロシア生産およびCIS諸国のフライス
ロシアおよびCIS諸国におけるフライス生産は古い技術に基づいています。 ただし、このような製品は、低品質の添加剤を使用せずに最適なワークピースの品質を特徴としています。 我が国の領土内には次の場所があります。
- 大規模工業団地のかつての作業場。
- 工場の工具工場が独立した部門となった。
- 新しく設立された企業。
フライスカッターの生産のための主な工場:「ベルゴロドフライス工場」、「ヴィニツァツール工場」、「リヴィウツール工場」、「トムスクツール工場」、モスクワ企業「フリーザー」。
輸入フライス
ヨーロッパやアメリカでのカッターの製造価格はロシアよりも高い。 これは部品を国内に輸入する際に関税を支払うためです。 ヨーロッパは切削工具の生産のリーダーとみなされています。 アメリカ企業の製品はヨーロッパのものと品質は同等ですが、輸送コストの関係で高価です。
外国の製造会社は先進的な技術を使用しています。 特に、企業の機械パークのほぼ 90% が CNC 装置で構成されています。 生産は高度に専門化された性格を持っています。
Ceratizit、Emuge Franken、Guhring、Sandvik、Sekira の標準装備品を注文して購入することでカッターを製造することができます。