Ievads
Inovācijas darbība
3 Ražošanas un tehnoloģiskās sistēmas ekspluatācijas izmaksu struktūra
4 Pieci naudas plūsmas ekvivalentu vektori
5 Integrēts kritēriju kopums
Koksa ražošanas tehnoloģijas raksturojums un analīze PAS "SEVERSTAL"
1 PJSC Severstal koksa ražošana
2 Koksa ražošanas tehnoloģiskais process
3 Putekļu un gāzu savākšanas un koksa putekļu izmantošanas sistēma
4 PJSC Severstal koksa ražošanas galvenie ražošanas līdzekļi
5 Koksa ražošanas izmaksu struktūra
Inovatīvs projekts koksa putekļu pārdošanai PAS "SEVERSTAL"
1 Inovācijas projekta apraksts
2 Iekārtas raksturojums
3 Izmaksu struktūra pēc ražošanas un tehnoloģiskās sistēmas modernizācijas
Secinājums
Izmantoto avotu saraksts
1.pielikums
Ievads
Metalurģijas uzņēmumu, kuru galvenā darbības joma ir rūpnieciskā ražošana, inženiertehniskā biznesa mērķi un uzdevumi mainās līdz ar inovatīvas ekonomikas parādīšanos, kas Krievijas Federācijā ir aizstājusi industriālo tirgus ekonomiku. Galvenais uzdevums ir modernizēt inovatīvus parametrus biznesa vadībā. Šie parametri kalpo kā saražotās produkcijas realizācijas apjoma pieaugums un ražošanas tehnoloģisko izmaksu samazinājums, lai pielāgotu rūpniecības uzņēmumus tirgum. Konkurence ir viens no galvenajiem faktoriem, kas nosaka uzņēmējdarbības attīstību nozarē. Rūpniecības uzņēmumu veiksmīgas darbības pamats apstākļos, kad liels skaits uzņēmumu ražo vienus un tos pašus produktus, galvenā prasība ir inovatīvu projektu izstrāde, kuru mērķis ir palielināt patērētāja īpašību līmeni, saražotās produkcijas pārdošanas apjomu. produktu un ekspluatācijas tehnoloģisko izmaksu samazināšana. Rūpnieciskās uzņēmējdarbības pamats, kas nodrošina produkta ar noteiktām patēriņa īpašībām izlaišanu, ir inovatīvu projektu attīstība.
Viena no svarīgākajām dabas īpašībām ir ekonomiskā. Tās būtība ir tāda, ka cilvēka izmantotajiem dabas resursiem ir ekonomiskas īpašības, ekonomiskais potenciāls. Šis fakts būs viens no darba rakstīšanas atbilstības faktoriem.
Mainoties tirgus situācijai ogļu ieguves un pārstrādes rūpniecībā, koksa ražošanā nepieciešams izveidot sistēmu ražošanas attīstībai un inovāciju vadībai. Gandrīz visas metalurģijas rūpnīcas, gan vietējās, gan ārvalstu, izmanto koksu kā domnas kurināmā pamatu.
Inovācijas vienmēr ir bijušas un ir viens no galvenajiem stratēģiskajiem parametriem rūpnieciskā uzņēmuma un tā ekonomikas attīstībā kopumā. Atbilstoši tirgus prasībām tehnoloģiskajām inovācijām uzņēmuma darbības gaitā ir jānes ekonomiski ienākumi. Lai atrisinātu jautājumu par konkrētas operācijas izveidi un ieviešanu tehnoloģiskajā procesā, ir jāņem vērā un jāanalizē visi šī jauninājuma faktori un riski, salīdzinot ar tā analogu tehnisko un ekonomisko parametru ziņā, un jāņem vērā iespējamos ekonomiskos rezultātus tā pielietošanai ražošanā.
Šī darba galvenais mērķis ir inovatīva risinājuma izstrāde un ekonomiskais pamatojums viena no atkritumiem, PAS Severstal koksa ražošanai, realizācijai. Galīgā kvalificētā darba rakstīšanas procesā tika pētīts:
ogļu lādiņa koksēšanas domnas koksā ražošana un tehnoloģiskais process;
koksa raksturojums PAO Severstal domnām;
raksti un patenti par ražošanas un degvielas ražošanas tehnoloģisko procesu, briketējot ieguves rūpniecības atkritumus un smalki izkliedētās frakcijas;
literārie avoti ražošanas procesa organizēšanas jomā.
Pētījuma objekts ir aspirācijas un putekļu savākšanas joma gatavajā koksa dozēšanas sistēmā, koksa rūdīšana un šķirošana.
Pētījuma priekšmets ir pieejas ražošanas un tehnoloģiskā procesa organizēšanai brikešu ražošanai no koksa putekļiem ar presēšanas metodi.
Gatavojoties WRC rakstīšanai, tika pētīti šādu autoru darbi: Belousova V.P., Grjaznovs N.I., Ivanovs E.B., Leibovičs R.E., Papins A.V., Stefanko A.O., Tukkels I.L., Filatova A.B., Šičkovs A.N., Šubeko P.Z. Jakovļeva E.I.
Tiek pētītas atsevišķas Krievijas Federācijas nodokļu likumdošanas nodaļas. PAO Severstal un līdzīgu rūpniecības uzņēmumu oficiālās vietnes. Vēsturisko un Krievijas bibliotēku elektroniskie resursi.
Inovācijas darbība
1 Inovācijas, to ekonomiskā būtība un nozīme
inovācijas ekonomiskā koksa nauda
Inovācija ir jaunu ideju izstrādes, izpētes, izplatīšanas un izmantošanas process, kas uzlabo uzņēmuma efektivitāti. Ar visu šo inovāciju nevar uzskatīt vienkārši par objektu, kas tiek ieviests ražošanas procesā, bet gan par objektu, kas tiek veiksmīgi realizēts un zinātnisku pētījumu vai atklātu atklājumu rezultātā nes peļņu. Tas kvalitatīvi atšķiras no iepriekšējiem analogiem.
Zinātniskā un tehnoloģiskā inovācija ir jāuztver kā process, kurā zinātniskās zināšanas tiek pārveidotas zinātniskās un tehniskās idejās un pēc tam produkta ražošanā, lai apmierinātu patērētājus un lietotājus. No iepriekš minētā var identificēt divus ceļus uz zinātniskiem un tehnoloģiskiem jauninājumiem.
Pirmajā gadījumā galvenokārt tiek atspoguļotas inovāciju produktu orientācijas. Inovācija ir definēta kā jaunināšanas process, lai izlaistu gatavu produktu. Šis virziens ir plaši izplatīts periodā, kuru patērētājs pozicionē attiecībā pret ražotāju diezgan vāji. Tomēr pats produkts nav galamērķis, tas ir tikai līdzeklis, lai apmierinātu lietojumu un vajadzības.
Tāpēc saskaņā ar otro gadījumu zinātnisko un tehnisko inovāciju procesi tiek uzskatīti par zinātnisko un tehnisko zināšanu nodošanu tieši patērētāju vajadzību apmierināšanas jomā. Vienlaikus produkti tiek modernizēti par tehnoloģisko procesu īpašnieku, un tā pieņemšanas forma tiek noteikta pēc tehnoloģijas sasaistīšanas ar nepieciešamo vajadzību.
No tā izriet, ka inovācijām, pirmkārt, ir jābūt tādai tirgus struktūrai, kas atbilst patērētāju vajadzībām. Otrkārt, jebkura inovācija visbiežāk tiek pētīta kā sarežģīta procedūra, kas ietver gan zinātniskās un tehniskās, gan ekonomiskās, sociālās un strukturālās ievirzes modernizāciju. Treškārt, inovācijās uzsvars tiek likts uz strauju inovāciju modernizāciju praktiskā lietošanā. Ceturtkārt, inovācijām ir jānodrošina ekonomiskā, sociālā, tehnoloģiskā vai vides ietekme.
Inovatīvs projekts ir pamatojums inovāciju izpētes, apgūšanas un ieviešanas ekonomiskajai iespējamībai. Galvenās prioritātes darbā ar inovatīviem projektiem ir ražošanas palielināšana un pārdošanas apjoma palielināšana, kā arī darbības izmaksu samazināšana un uzņēmuma ienākumu palielināšana, ražojot produkciju nemainīgā apjomā. Ražošanas apjoma palielināšanas uzdevums nav inovatīvu projektu prioritāte.
Turklāt inovatīvā projekta īstenošanas rezultātā nepieciešams organizēt valsts budžeta palielināšanu, pašvaldībām un valsts struktūrām, savam pašvaldību tīklam jāveido papildu ienākuma nodokļa ieņēmumi privātpersonām, un īpašumā ir uzņēmums, bet federālais budžets - papildu ienākuma nodoklis, kā arī pievienotās vērtības nodoklis.
Inovācijas tiek uzskatītas par uzņēmuma intelektuālā darba rezultātiem, kas ir pieprasīti tirgū un veicina uzņēmuma efektīvas darbības izaugsmi. Saskaņā ar Šičkova A. N. teoriju inovācija ir jebkura pieeja produktu izstrādei, ražošanas darbībām un mārketingam, kā rezultātā uzņēmums iegūst konkurences priekšrocības.
Pašreizējos nevienmērīgās ekonomiskās aktivitātes un neilgtspējīgas attīstības apstākļos jaunu tautsaimniecības attīstības modeļu meklēšana, ekonomiskās sistēmas pielāgošana un jo īpaši ražošanas tipa rūpniecības uzņēmumu darbība noteikti ir īpašība, no kuras izriet to funkcionēšana, saglabāšana un modernizācija. tiek atgrūsti mainīgā un konkurētspējīgā darbībā.
Inovācijas process ir process, kurā zinātniskās zināšanas tiek pārveidotas par inovācijām, kas atspoguļojas kā secīga notikumu ķēde, kuras rezultātā inovācija no idejas pāriet uz konkrētiem produktiem, tehnoloģijām un pakalpojumiem. Tas paplašinās praksē. Inovācijas process ir vērsts uz vajadzīgā produktu, tehnoloģisko pakalpojumu tirgus rašanos un cieši mijiedarbojas ar tā darbības vidi: tā virziens, attīstības temps, mērķi ir saistīti ar sociāli ekonomisko vidi, kurā tas attīstās un darbojas. . Jāsecina, ka tikai ar inovatīvu modernizācijas pieeju ir iespējams īstenot uzņēmuma ekonomikas izaugsmi.
Inovatīva darbība ir darbība, kas vērsta uz zinātniskās darbības un attīstības rezultātu iedarbināšanu un komercializāciju, paplašinot un atjauninot produktu klāstu un uzlabojot to ražošanas kvalitāti, kā arī uzlabojot to ražošanas tehnoloģiskos procesus ar sekojošu modernizāciju un efektīvu. pārdošanas darbs vietējā un ārvalstu tirgos.
Ir dažādas inovāciju klasifikācijas, taču lielākā daļa pētnieku izšķir galvenokārt vairākus veidus:
-produktu inovācijas; -piešķiršanas inovācijas; -tehnoloģiskās inovācijas. Produkta inovācija pamatoti tiek uzskatīta par jaunu vai modernizētu produktu, kam ir augstas patēriņa īpašības vai augsta tirgus vērtība, kas rada ienākumus uzņēmumam. Tehnoloģiskā inovācija ir ražošanas tehnoloģijas modernizācija vai uzlabošana, vai jauna tehnoloģiskā procesa izpēte un ieviešana. Allokācijas inovācijas ir vērstas uz ražošanas un tehnoloģiskās sistēmas vadības efektivitātes uzlabošanu, kas ietekmē uzņēmuma konkurētspēju tirgū. Ražošanas un tehnoloģiskā sistēma (PTS) - divu veidu materiālo un nemateriālo aktīvu minimālais kopums. Ar viņu palīdzību tiek ražoti produkti ar augstām patēriņa īpašībām. Konkurētspējīga produkta patērētāju īpašību ekonomiskais ekvivalents ir tā izmaksas tirgū. Inovācijas parasti tiek uzskatītas par: modernizācija; rezultāts. Inovācija nepārprotami ir orientēta uz lietišķa rakstura galīgo aprēķinu, kas vienmēr ir jāvērtē kā sarežģīts process. Tas nodrošina zināmu efektu funkcionēšanas tehniskajā un sociāli ekonomiskajā sfērā. Inovācija visos attīstības posmos (dzīves ciklā) maina savas formas, virzoties no idejas uz attīstību. Inovācijas procesu kustība, tāpat kā jebkura cita, ir saistīta ar daudzu risku un faktoru sarežģītu mijiedarbību. Dažādu inovatīvo procesu organizēšanas formu iespēju iesaistīšanos uzņēmējdarbībā nosaka šādi faktori: ārējās vides piederība (politiskā un ekonomiskā pietura, tirgus veidi, konkurences konfrontācijas raksturs, pieredze un norises valsts-monopola norēķinu jomā u.c.); iekšējās vides ietekme uz šo ekonomisko sistēmu (galvenā uzņēmēja klātbūtne ar atbalsta komandu, ekonomikas resursi ar materiālo pamatu, funkcionējošas tehnoloģiskās shēmas, izveidota organizatoriskā struktūra, iekšējā organizācijas sistēma, ārējās attiecības ar kaimiņu vidi utt.); paša inovācijas procesa kā vadības objekta iezīme. Inovācijas process tiek pētīts kā process, kas caurvij lielāko daļu nozaru zinātnisko, tehnisko, rūpniecisko, mārketinga aktivitāšu. Galu galā tas ir vērsts uz patērētāju vajadzību apmierināšanu. Novatoriskas darbības panākumu nozīmīgākais faktors ir novatora entuziasta klātbūtne, kuru aizrauj jauna ideja un kurš ir gatavs pielikt ievērojamas pūles, lai to īstenotu, kā arī galvenā uzņēmēja klātbūtne, atrada investīcijas, attīstīja ražošanas organizāciju, realizēja jaunu produktu noieta tirgū, uzņēmās galvenos atbildības riskus, kā arī īstenoja tā komerciālo attīstību. Inovācijas veido inovāciju tirgus. Investīcijas veido uzņēmuma kapitāla darbības sfēru, inovācijas veido attīstības sāncensības tirgu. Inovācijas process veicina zinātnisko un tehnisko rezultātu asimilāciju, kā arī intelektuālo noteiktību jauna vai uzlabota produkta (pakalpojuma) izstrādei un maksimālu pievienotās vērtības pieaugumu. 2 PAO Severstaļ inovatīvs attīstības plāns Metalurģijas komplekss - PJSC "Severstal" kalpo par reģiona ekonomiskās nozares pamatu. Austrumeiropas lielāko uzņēmumu reitingā PJSC Severstal ir viena no retajām rūpnieciskajām rūpnīcām melnās metalurģijas ražošanā. Rūpniecības uzņēmumu reitingā augstu vietu ieņem PAO Severstal, kas, salīdzinot ar 2012. gada darbību, ir palielinājies par 10 līnijām. Uzņēmums nodod vairāk nekā 58% no rūpnieciskās produkcijas apjoma, 74% tiek eksportēts, 78% no rūpniecības ieņēmumiem un ap 37% no reģiona konsolidētā budžeta ieņēmumiem. Tagad rūpnīcas tehniskajā direkcijā tiek veidota Tehnoloģiju inovāciju un ražotņu attīstības nodaļa, kas piedalīsies inovāciju politikas, sabiedrības uzņēmējdarbības attīstības stratēģijas izstrādē un noteiks to kvalitatīvā regulējuma virzienu. Tematiskās P&A stratēģijas izstrāde un īstenošana, kuru plānots izstrādāt uz laiku - 7 gadiem, funkcionēs virzīti atbilstoši aktuālajiem tehnoloģiskās inovācijas un sabiedrības veiksmīgas darbības virzieniem. Nākotnē P&A tematiskā kārtība būs pamats ikgadējo pētniecības un attīstības stratēģiju veidošanai. Viens no galvenajiem efektīvajiem pasākumiem, kas tiek iesaistīti pamatprojektā, ir tehnoloģijas izstrāde koksa krāšņu uzpildes vietu atjaunošanai, kas pakļautas spēcīgām temperatūras svārstībām, izmantojot keramikas seguma metodi. Plānotais ekonomiskais efekts būs aptuveni tūkstotis rubļu. Metalurģijas rūpnīcas attīstības stratēģija 6-9 gadiem ir atspoguļota izveidotajā biznesa plānā un reglamentētajās kvalitātēs: ) ražošanas apjomu pieaugums, tai skaitā produkti ar augstu pievienoto vērtību; 2) vidējās pārdošanas cenas pieaugums; 3) izmaksu optimizācija; ) sabiedrības pamatkapitāla palielināšana; ) rūpnīcas sociālās nozīmes un atbildības palielināšana No akciju sabiedrības dibināšanas sākuma uzņēmuma izaugsmi nosaka vairāki stratēģiskie posmi, kuru īstenošanā ir iesaistīti visi ražotnes darbinieki. Darbs pie stratēģijas ir saistīts ar pārdošanas un pārdošanas darbinieku apmācību par organizatoriskās, ekonomiskās un stratēģiskās attīstības plānu, kas ļāva PAO Severstal modernizēt pieejas esošajām darbības jomām, virzot savu kustību uz ražošanas efektivitātes paaugstināšanu un mobilizējot lielāko daļu iekšējos resursus, lai iekļūtu pasaules labāko tērauda rūpnīcu grupā. Metalurģijas produktu ražošana un mārketings ir prioritāte un ļoti nozīmīga biznesa struktūrai. Rezultātā saskaņā ar 2014.gada darba rezultātiem tērauda ražošanas apjoms noteikts 9 miljoni 869 tūkstoši tonnu, melno velmējumu - 8 miljoni 710 tūkstoši tonnu. Tas ir attiecīgi par 1,4% un 3,9% vairāk nekā 2014. gadā. Pēc lielākās daļas nozares – gan iekšzemes, gan ārvalstu – analītiķu domām, velmēto metālu ražošanas pieaugums pasaules ekonomikā turpinās pieaugt tāpat kā patēriņš. Runājot par vidēja termiņa kvalitāti, var teikt, ka saskaņā ar prognozēm līdz 2018. gadam metālu ražošana pasaulē pieaugs līdz 918,5 milj.t, bet patēriņš līdz 897,7 milj.t. Ilgtermiņā līdz 2010.gadam velmētā metāla ražošana pasaulē pieaugs līdz 1052 miljoniem tonnu, bet patēriņš līdz 1020 tonnām. Krievijā līdz 2018. gadam velmētā metāla ražošanu plānots palielināt līdz 50, bet līdz 2021. gadam līdz 51 miljonam tonnu. Līdz ar to, pamatojoties uz pašreizējo prognozi, var secināt, ka PAS Severstal produkti ar tirgojamām īpašībām būs pieprasīti daudzus gadus. Uz sasniegtajiem rezultātiem uzņēmuma vadība negrasās atpūsties, šobrīd PAS Severstal plānos ir paredzēts konsekventi īstenot inovatīvus projektus. Galvenie jauninājumi esot tehnoloģiskās ķēdes sākumā: koksa ražošana un domnas cehs. Turklāt inovatīvajā projektā tiek izdalītas divas jomas: programma energoresursu taupīšanai un programma automatizētas elektroenerģijas uzraudzības un uzskaites sistēmas ieviešanai. Uzņēmuma galvenais uzdevums ir saskaņot energoresursu patēriņa līmeni uz tonnu šķidrā tērauda ar labākajiem ražotājiem pasaulē. Izmaksu samazināšana būs viena no galvenajām prioritātēm. Efektu pasākumos, lai uzlabotu velmēto metālu izstrādājumu kvalitāti un palielinātu produkcijas ar augstu pievienoto vērtību, nodrošina stratēģiskās programmas - ražošanas un mārketinga, tehniskās pārbūves un komercdarbības turpmākās modernizācijas jomā. uzņēmums 3 Ražošanas un tehnoloģiskās sistēmas ekspluatācijas izmaksu struktūra Saskaņā ar Krievijas Federācijas Nodokļu kodeksa 25. nodaļu izmaksu struktūra sastāv no šādiem posteņiem: )materiālu izmaksas; )darba spēka izmaksas; )nolietojuma atskaitījumi; )citas izmaksas. 1.1. attēlā parādīta ražošanas un tehnoloģiskās sistēmas darbības izmaksu struktūras grafiskā interpretācija. )Materiālu izmaksas sastāv no vairāku veidu izmaksām: produkcijas ražošanai nepieciešamo izejvielu un materiālu iegāde; ražošanas iekārtu iegāde, kas nav nolietojama; degvielas, visa veida ražošanai nepieciešamo energoresursu iegāde; zudumi ražošanas, uzglabāšanas un transportēšanas laikā dabiskā zuduma robežās utt. ) Darbaspēka izmaksās ietilpst visas iemaksas darbiniekiem skaidrā naudā natūrā (C lp ).
) Nolietojums (C dc ) - pamatlīdzekļu operatīvā nolietojuma aizstāšana, pārnesot to vērtību uz produkcijas pašizmaksu. Nolietojamā īpašuma minimālās izmaksas ir 100 tūkstoši rubļu. ) Citas izmaksas (C ac ). Šajā grupā ietilpst ceļa izdevumi. Pabalstu izmaksa par pārejošu invaliditāti. Nodokļu un nodevu summas, ieskaitot sociālo, medicīnisko apdrošināšanu. Turklāt šajā postenī ir iekļauts nemateriālo aktīvu nolietojums. Papildus izmaksu struktūrai 1.1. attēlā redzamajā darbības izmaksu struktūras grafiskajā interpretācijā ir izdalīti ienākumu un nodokļu veidi (pārdoto produktu vai pakalpojumu apjoms, pamatdarbības peļņa, tīrā peļņa, neto ienākumi). Pārdotās preces apjoms ir noteiktu līdzekļu summa, kas tiek saņemta no preces vai pakalpojuma pārdošanas. Pārdotās produkcijas apjoms ietver tiešās ražošanas izmaksas (darbības izmaksas) un saimnieciskās darbības peļņu. Pamatdarbības peļņu veido starpība starp pārdotās produkcijas apjomu un tiešajām ražošanas izmaksām. Neto ienākumi ir naudas atlikums no pamatdarbības ienākumiem, kas radušies īpašuma nodokļa un ienākuma nodokļa nomaksas dēļ. Darbības izmaksu struktūra parāda ražošanas neto ienākumus pēc šādas aprēķina shēmas: .Pamatdarbības peļņas (P) aprēķins pēc formulas 1.1: P = V sv - AR oc , rub./gadā, (1,1) kur v sv - produkcijas apjoms, rub./gadā; AR oc - ekspluatācijas izmaksas, rub./gadā. 1.1.attēls - Ekspluatācijas izmaksu struktūras grafiskā interpretācija ražošanas un tehnoloģiskajā sistēmā Ar nodokli apliekamās bāzes aprēķins ienākuma nodoklim: ir starpība starp pamatdarbības peļņu (P) un īpašuma nodokļiem (N fa ).
Ienākuma nodoklis (N R Neto peļņa (P O ) aprēķina pēc formulas 1.2: R O = P–N fa - N R , rub./gadā. (1.2) Uzņēmuma neto ienākumus aprēķina pēc formulas 1.3: D O = P O + C dc + C i , rub./gadā, (1,3) kur P O - tīrā peļņa, rub./gadā; AR dc - pamatlīdzekļu nolietojuma atskaitījumi, rub./gadā; AR i - nolietojuma atskaitījumi no nemateriālajiem aktīviem, rub./gadā. 4 Pieci naudas plūsmas ekvivalentu vektori Saskaņā ar A. N. Šičkova teoriju pieci naudas plūsmas ekvivalentu vektori tiek pamatoti ņemti par pamatu ražošanas un tehnoloģisko sistēmu pārveidošanas procesiem. Vektorus realizē ražošanas un tehnoloģiskās sistēmas darbības cikls. Tiek ņemti vērā šādi vektori: V sv -pārdotās produkcijas apjoms; G 0W 0 - tiešo tehnoloģisko procesu izmaksas, tai skaitā ekspluatācijas tiešās tehnoloģiskās izmaksas, darba samaksa (darbības izmaksas mīnus nolietojums); D 0 - tīrie ienākumi. Ietver kapitālu pamatlīdzekļu atjaunošanai un koriģēšanai (nolietojuma atskaitījumi) un tīro peļņu; U mf - pamatlīdzekļi, tai skaitā uzņēmuma pamatlīdzekļi un nemateriālie aktīvi; Q - ražošanas kapitāls, kas sastāv no pamatlīdzekļiem U mf un tiešās tehnoloģiskās izmaksas G 0W 0.
5 Integrēts kritēriju kopums Šajā sadaļā ir detalizēti aprakstīts integrētās darbības cikla kritēriju kopas process: 1.Darba cikla konversijas kritērijs. Ideālā ražošanas un tehnoloģiskajā sistēmā to aprēķina no pārdotās produkcijas apjoma, kā arī ražošanas kapitāla apkalpošanas izmaksu attiecības. Ražošanas kapitāla izmaksas ir tiešo tehnoloģisko izmaksu un pamatlīdzekļu no nemateriālajiem līdzekļiem summa. Pašreizējā darbības cikla pārveidošanas kritērijs ir ne vairāk kā 40-45%. Šo rādītāju aprēķina pēc formulas 1.4: ς = V sv /Q≤ 1. (1.4) 2.Darbības cikla kapitalizācijas kritērijs ir vienāds ar pārdotās produkcijas un pakalpojumu apjoma attiecību tiešajās tehnoloģiskajās izmaksās. Kapitalizācijas kritērijs pašreizējā darbības ciklam nav lielāks par 1,5, ideālā gadījumā - 2. Šo kritēriju aprēķina pēc formulas 1,5: λ = V sv /G 0W 0≤ 2. (1.5)
3.Divu ražošanas veidu investīciju kapitāla kritērijs ir vienāds ar neto ienākumu attiecību pret materiālo un nemateriālo aktīvu uzskaites vērtību. Aprēķinu veic pēc formulas 1.6, kurai ir šāda forma: M = D O / U≤ 1. (1,6) 4.Uzņēmuma ražošanas kapitāla resursu kritērijs ir ražošanas kapitāla izmaksu attiecība pret tiešajām tehnoloģiskajām izmaksām: r =Q/G 0W 0. (1.7)
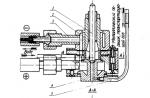
5.Darbības ciklu raksturojums ir tiešo tehnoloģisko izmaksu un pamatlīdzekļu apjoma attiecība no nemateriālajiem aktīviem: k 0 = G 0W 0/ U. (1,8) 2. Koksa ražošanas tehnoloģijas raksturojums un analīze PAS "SEVERSTAL" Koksa ražošana ir viena no galvenajām PAO Severstal ražotnēm. Tās galvenais uzdevums ir savlaicīgi nodrošināt piecas domnas ar augstas kvalitātes koksu. Koksa ķīmiskās ražošanas galvenie ražošanas līdzekļi ir koksa krāšņu akumulatori, kurus izmanto koksa ražošanai no ogļu lādiņa, izmantojot noteiktu tehnoloģiju. 1 PJSC Severstal koksa ražošana PJSC Severstal koksa ražošana tika izveidota 1956. gadā. Kopumā no 1956. līdz 1978. gadam tika uzbūvētas 10 koksa baterijas. Čerepovecas metalurģijas rūpnīcas koksa cehs bija paredzēts, lai nodrošinātu divas domnas ar koksu. Tika izveidotas četras koksa krāsns baterijas ar jaudu 461 tūkstotis tonnu koksa gadā, ogļu sagatavošanas cehs, ogļu sagatavošanas rūpnīca ar jaudu 700 tonnas stundā, koksēšanas ķīmisko produktu uztveršanas cehs un bioķīmiskā ūdens attīrīšanas iekārta. būvēts. Pirmā baterija ar ogļu sagatavošanu un slazdošanas cehu tika nodota ekspluatācijā 1956. gada 13. februārī. Arī otra koksa baterija tika uzbūvēta 1956.gadā, trešā - 1957.gadā, koksa krāsns baterija Nr.4 tika nodota ekspluatācijā 1958.gadā. Tādējādi tika pabeigts koksa ražošanas attīstības 1. posms ar jaudu 1844 tūkst.t/gadā koksa. 1959. gadā tika pieņemts lēmums turpināt Čerepovecas metalurģijas rūpnīcas attīstību. Trešās domnas celtniecība ar tilpumu 2000 m 3, lielākais šo iespēju ziņā. Palielinoties čuguna izlaidei līdz 2,4 miljoniem tonnu gadā, tika plānots būvēt koksa ražošanas otro kārtu, palielinot tās jaudu līdz 3,2 miljoniem tonnu koksa gadā. 1963. gadā tika uzbūvēta piektā un 1966. gadā sestā koksa baterijas ar kopējo jaudu 1380 tūkst.t/gadā koksa (katra 690 tūkst.t/gadā koksa). Trešais koksa ķīmiskās ražošanas attīstības posms sākās 1970. gadā, kad tika pieņemts lēmums būvēt koksa bloku no četrām koksa krāsns baterijām ar jaudu 730 tūkstoši tonnu/gadā koksa, lai nodrošinātu domnu Nr. kokss.Koksa krāsns baterijas Nr.7.8 nodotas ekspluatācijā 1972.gadā, baterijas Nr.9,10 - 1978.gadā Astoņdesmito gadu sākumā Čerepovecas metalurģijas rūpnīcas koksa ražošana sasniedza maksimālo produktivitāti. Koksa ražošana sasniedza 6,3 miljonus tonnu koksa gadā ar projektēto jaudu 6,14 miljoni tonnu. Liela uzmanība tika pievērsta vides aizsardzības objektiem. 1978. gadā tika uzcelta jauna bioķīmiskā rūpnīca notekūdeņu attīrīšanai, tika pabeigts slēgtais ūdens cirkulācijas cikls, līdz ar to tika likvidētas visas tiešās noplūdes no koksa ražošanas teritorijas ūdenstilpēs. Izstrādātas un ieviestas racionālākas shēmas koksa putekļu uztveršanai pie koksa sietiem, rekonstruēta dūņu ūdens aizvadīšanas sistēma un veikti vairāki citi vides aizsardzības darbi. Būtiski samazinājušās kaitīgo vielu emisijas atmosfērā, izslēgts Ribinskas ūdenskrātuves rezervuāra piesārņojums. Pamazām domnu ražošana, laikus veicot atsevišķu kategoriju remontdarbus, palielināja čuguna ražošanu. Grūtības sākās koksa ražošanā, ko noteica bateriju novecošanās. Bija nepieciešams apturēt baterijas pārsūtīšanai. Tomēr bez jaunas 11. koksa krāsns akumulatora uzbūves tas nebija iespējams. Vienlaikus tika veiktas vairākas vides pārbaudes ar prasību pārcelt koksa ražošanu uz citu teritoriju, kas atrodas tālāk no pilsētas. Tika izdots valdības dekrēts, kas paredzēja pirmo 4 akumulatoru izslēgšanu pēc vienpadsmitā palaišanas, kas pēc jaudas praktiski bija vienāds ar pirmajām četrām baterijām. Taču jauna akumulatora celtniecība nebija iekļauta piecu gadu plānā 1985.-1990.gadam. 1989. gada vasara un ziema atnesa ilgstošus kalnraču streikus. Gandrīz visas ogļu rezerves bija izsmeltas, tehnoloģiskie režīmi bija spiesti mainīties, kas izraisīja pamatlīdzekļu stāvokļa pasliktināšanos, nelabojamu koksa krāšņu bateriju iznīcināšanu. Līdz 2000. gadu sākumam radās nepieciešamība radīt jaunas jaudas koksa ražošanai, ņemot vērā novecojošo pamatlīdzekļu atjaunošanu un domnas Nr.5 nodošanu ekspluatācijā. 1999.gadā tika uzbūvēta koksa krāsns baterija Nr. 11 ar jaudu 1710 tūkst.t/gadā koksa (I posms - 1140 tūkst.t/gadā) tā palaišana bija paredzēta 2005.gadā. Līdz 2000. gadam bija paveikts liels ar būvlaukuma sagatavošanu saistīto darbu apjoms. Diviem koksa krāsns bateriju blokiem tika sagatavotas apakšējās dzelzsbetona plātnes un cūkas, uzsākta skursteņa un ogļu torņa izbūve, samontēta koksa šķirošanas ēka, saņemta siltumnīca un sākta tās uzstādīšana, daži ugunsizturīgie materiāli. tika iegādāti produkti un aprīkojums. Taču sarežģītās finansiālās situācijas dēļ akumulatora celtniecību nācās apturēt. Visi līdzekļi un spēki tika vērsti uz koksa bateriju Nr.5, 6 rekonstrukciju un vides objektu celtniecību. 2006.gadā pēc ugunsizturīgo oderējumu un pamatiekārtu nomaiņas atkal ekspluatācijā tika nodots akumulators Nr.5, 2007.gadā - akumulators Nr.6. Kombinācijā ar koksa krāsns bateriju Nr.5,6 rekonstrukciju ķīmiskās reģenerācijas cehs Nr. Daļēji pārbūvēta un renovēta 1. Nododot ekspluatācijā baterijas Nr.5 un 6, 2006.gadā beidzot tika slēgta pirmā koksa krāsns baterija, bet 2007.gadā – otrā un trešā. 2001.gada decembrī ekspluatācijā tika nodota rekonstruētās bioķīmiskās rūpnīcas pirmā kārta. Paplašinātas un slēgtas dzelzsbetona aerotankas, paplašināti apjomi ūdens attīrīšanai no eļļām un fenoliem, izbūvēts jauns tiocianātu atdalīšanas komplekss un notekūdeņu nitrifikācijas iekārta, izbūvētas tvertnes lietus ūdens savākšanai, dūņu sedimentācijas tvertnes ar sūkņu staciju notekūdeņiem. ārstēšana. 2.1. attēlā parādīta koksa ražošanas izejvielu plūsmu detalizēta diagramma. 2.1. attēls - PAS Severstal koksa ražošanas izejvielu plūsmu shēma: 1 - ogļu noliktavas, 2 - drupināšanas un pārstrādes līnija, 3 - ogļu sagatavošanas cehs, 4 - koksa krāsns baterijas, 5 - CDF, 6 - koksa šķirošana, 7 - domnu cehs, 8 - ogļu koksēšanas ķīmisko produktu uztveršanas un apstrādes cehs 2 Koksa ražošanas tehnoloģiskais process Kokss ir ogļu saķepināšanas produkts, kas ir poraina melni matēta masa. Tīra produkta ogļu koksēšanas procesā no 1 tonnas ogļu lādiņa iegūst 630-750 kg gatavā koksa. Koksa darbības joma galvenokārt ir metalurģija (melnais, krāsainais metāls, lietuve), turklāt koksu izmanto gazifikācijai, kalcija karbīda, elektrodu ražošanai, kā reaģentu un degvielu vairākās ķīmiskās rūpniecības nozarēs. Metalurģijā koksam tiek izvirzītas augstas prasības mehāniskās stiprības jomā, jo domnas darbības apstākļos kokss tiek pakļauts augstam noslogotā lādiņa spiedienam. Liela nozīme ir arī termiskajām īpašībām. Saskaņā ar PJSC Severstal dzelzs kausēšanas tehnoloģiskajiem dokumentiem koksa siltumspējai jābūt 31,4 - 33,5 MJ / kg. Kokss tiek saķepināts koksa ražošanā, sadalot noteikta veida ogles bez skābekļa piekļuves. Galvenie koksa kvalitātes kritēriji ir degtspēja un reaģētspēja. Degtspēja raksturo koksa aizdegšanās un sadegšanas ātrumu, reaktivitāte norāda uz oglekļa dioksīda samazināšanās ātrumu. Šie divi procesi ir neviendabīgi, un to ātrumu nosaka ne tikai koksa ķīmiskais sastāvs, bet arī produkta porainība. Mijiedarbības fāžu saskares ātrums ir atkarīgs no koksa porainības. Ne mazsvarīgs faktors ir arī sēra, pelnu, mitruma saturam un gaistošo vielu izdalīšanai koksā. Nākamo ogļu saķepināšanas produktu var pamatoti uzskatīt par koksa krāsns gāzi. Izlaišanas apjomi svārstās no 310 līdz 340 m 3 uz 1 tonnu ogļu lādiņa. Koksa gāzes sastāvs un koncentrācija galvenokārt ir atkarīga no temperatūras koksēšanas kamerā. Gāze tieši iziet no koksēšanas kameras ogļu lādiņa koksēšanas laikā gāzes savākšanas kamerās. Koksa krāsns gāze satur dažādus gāzveida produktus, tostarp akmeņogļu darvas tvaikus, jēlbenzolu un ūdeni. Nākamais gāzes ražošanas posms būs tās attīrīšana. Tiek atdalīti sveķi, jēlbenzols, ūdens un amonjaks, pēc tam tiek iegūta tā sauktā reversā koksa krāsns gāze, ko izmanto ražošanā kā ķīmiskās sintēzes izejvielu. Turklāt koksa akumulatorus silda ar koksa krāsns gāzi, un to izmanto arī citās rūpnīcas nozarēs. Akmeņogļu darva ir melni brūns šķidrums ar specifisku smaržu, kas satur vairāk nekā 250 dažādas ķīmiskas izcelsmes vielas. Sveķi galvenokārt sastāv no sveķu sastāvdaļām, kas ietver: benzolu, toluolu, ksilolu, fenolu, krezolus, naftalīnu, antracēnu, fenantrēnu, piridīnu, karbazolu, kumaronu utt. Akmeņogļu darvas blīvums ir 1,7 - 1,20 g/cm 3. Piķa ražošana ir no 3 līdz 5,5% koksēšanas sauso ogļu svara. Darvas, kā arī koksa gāzes sastāvs galvenokārt ir atkarīgs no koksēšanas temperatūras, un darvas iznākums ir tieši atkarīgs no koksa ogļu izcelsmes veida. Atkarībā no temperatūras paaugstināšanās koksēšanas kamerā padziļinās ogļūdeņražu pirolīze, tādējādi samazinot darvas iznākumu, un palielinās koksa krāsns gāzes iznākums. Akmeņogļu darvā ir aptuveni 60 ķīmisko produktu, kas visi tiek izmantoti kā izejvielas krāsvielu un dažādu farmaceitisko līdzekļu ražošanā. Neattīrīts benzols ir viens no akmeņogļu darvas produktiem, kas galvenokārt sastāv no oglekļa disulfīda, benzola, toluola, ksilola, kumarona un citām ķīmiskām vielām. Neapstrādāta benzola produktivitāte ir aptuveni 1,1% no ogļu lādiņa svara. Tās daudzums tieši ir atkarīgs no sākotnējās ogles ķīmiskā sastāva un īpašībām. Temperatūras faktoram ir liela nozīme arī neapstrādāta benzola ražošanā. Neattīrīts benzols ir galvenā izejviela atsevišķu aromātisko ogļūdeņražu un ogļūdeņražu maisījumu ražošanā, kas kalpo par izejvielām ķīmiskajā rūpniecībā. Sveķi un neapstrādāts benzols ir galvenie aromātisko ogļūdeņražu avoti ķīmiskajā rūpniecībā. Smolnūdens ir vājš ūdens šķīdums, kas sastāv no amonjaka un amonija sāļiem ar fenola, piridīna bāzu un citu ķīmisko produktu piejaukumu. Virsdarvas ūdens pārstrādes procesā izdala amonjaku, kas kopā ar amonjaku no koksa krāsns gāzes tiek izmantots amonija sulfāta un koncentrēta amonjaka ūdens ražošanai. Kokss kā ķīmiskā ražošana ir viena no vecākajām nozarēm. Līdz XIX gadsimta vidum. koksa izmantošana galvenokārt tika izmantota koksa ražošanai metalurģijā. No XIX gadsimta otrās puses. Pēc mājas ķīmiķa N.N. Anilīna zinīniem no nitrobenzola bija nepieciešami produkti, kas satur benzolu, toluolu, fonolus, krezolus, naftalīnu, antracēnu un citus produktus. Labs visu šo produktu avots ir akmeņogļu darva un jēlbenzols. Mūsdienu rūpniecībā akmeņogļu darva un jēlbenzols no atkritumiem ir kļuvuši par galveno un vissvarīgāko pārdošanas produktu. Gandrīz visos kombainos ir iekārtas, kas uztver akmeņogļu darvu un neapstrādātu benzolu. Tas bija stimuls vienotu koksēšanas rūpnīcu izveidei. Ārpus metalurģijas rūpnīcu ražošanas. Galvenās izejvielas koksa ražošanai ir saķepināšanas ogles, kas dod spēcīgu un porainu metalurģisko koksu. Rūpnieciskajā praksē labi sevi pierādījis maisījums - lādiņš, kas sastāv no koksa oglēm un citu šķiru oglēm. Šis solis ļāva paplašināt koksa rūpniecības izejvielu klāstu, iegūt augstas kvalitātes koksu un nodrošināt augstu darvas, jēlbenzola un koksa krāsns gāzes produktivitāti. Koksa ražošanai izmantotajās oglēs mitruma daudzums ir ierobežots un tam jābūt 5-9% robežās, pelniem līdz 7%, sēram līdz 2%. Ķīmiskās ražošanas tehnoloģiskais process, tāpat kā jebkurš cits ražošanas process, sākas ar izejvielu sagatavošanu un ogļu maisījuma sagatavošanu. Ražošanā nonākušās ogles tiek sadalītas grupās pēc to ķīmiskā sastāva un īpašībām, sasmalcinātas un sajauktas, pēc tam iziet bagātināšanas stadiju ar sijāšanu, atputekļošanu, flotāciju un citām tehnoloģiskām darbībām, lai izvadītu piemaisījumus. Pēc tam ogļu maisījumu žāvē (lai optimizētu mitruma saturu) un visbeidzot sasmalcina līdz graudu izmēram, kas nepārsniedz 3 mm. Sagatavotās lādiņa sastāvdaļas tiek ievadītas maisīšanas mucās un pēc tam ogļu torņa uzglabāšanas tvertnēs. Sagatavots ogļu lādiņš noteiktās porcijās piepilda ogļu kraušanas vagona bunkurus, kas nogādā lādiņu koksa akumulatora kamerā. Termisko efektu uz ogļu lādiņu pavada fizikālās un ķīmiskās pārvērtības: līdz 250 ° C mitrums iztvaiko, izdalās oglekļa monoksīds un dioksīds; 300 ° C diapazonā sāk izdalīties sveķu tvaiki un veidojas tā sauktie piroģenētiskie ūdeņi; ar temperatūras paaugstināšanos virs 350 ° C ogles pāriet plastmasas stāvoklī; 500-550°C, plastmasas masa sadalās, izdaloties primārajiem koksēšanas produktiem (gāzei un darvai) un sacietē, veidojas puskokss. Temperatūrai paaugstinoties līdz 700°C, puskokss sadalās, no tā izdaloties otrās kārtas gāzveida produktiem; virs 700°C galvenokārt notiek koksa sacietēšana. Gaistošie produkti, saskaroties ar karstu koksu, apsildāmām sienām un kameras jumtu, kurā notiek koksēšana, pārvēršas par sarežģītu tvaiku (kurā pārsvarā ir aromātiskie savienojumi) un gāzu maisījumu, kas satur ūdeņradi, metānu utt. sērs sākotnējās oglēs un visas minerālvielas paliek koksā. Koksa krāšņu konstrukcija un darbība ir atkarīga no netiešajām apkures ierīcēm. Tajos esošais siltums no apkures gāzēm caur sienu tiek pārnests uz ogļu lādiņu. Galvenais koksēšanas procesa gaitu noteicošais faktors ir temperatūras paaugstināšanās, kas nepieciešama, lai uzsildītu lādiņu līdz sausās destilācijas temperatūrai un veiktu endotermiskās koksēšanas reakcijas. Temperatūras pieauguma robežu ierobežo sveķu iznākuma samazināšanās un. neapstrādāts benzols, koksa produktu sastāva izmaiņas, krāsns ieklāšanai izmantoto ugunsizturīgo materiālu stiprības pārkāpums. Koksa krāsnī vai akumulatorā ietilpst 61-69 paralēlas kameras, kas ir gan gari, gan šauri taisnstūra šķērsgriezuma kanāli, kas būvēti no ugunsizturīgiem ķieģeļiem (dinas). Katrā kamerā ir no 17 līdz 23 tonnām ogļu lādiņa. Tam abās pusēs ir noņemamas durvis, kas ir cieši aizvērtas kameras iekraušanas laikā un visā ogļu koksēšanas laikā un tiek noņemtas, kad kokss tiek izkrauts. Kurtuves jumtā ir 3 iekraušanas lūkas, kas atveras ogļu iekraušanas laikā un aizveras koksēšanas periodā. Pa sliežu ceļu, kas atrodas virs koksēšanas kamerām, pārvietojas iekraušanas vagons. Kas caur iekraušanas lūkām ielādē lādiņu koksa kamerās. Koksa stūmējs pārvietojas pa akumulatora mašīnas pusi pa sliežu ceļiem. Mašīna, kas pēc koksa kūkas koksēšanas atver kameras durvis un izstumj gatavo koksu. Pretējā pusē pa sliežu ceļu pārvietojas dzesējoša vagons. Viņš paņem uzkarsušo koksu un transportē to zem dzēšanas torņa un pēc tam izkrauj dzēšanas rampā. Ogļu sildīšana kamerā notiek caur kameras sienām ar dūmgāzēm, kas iet caur apkures sienām, kas atrodas starp kamerām. Karstās dūmgāzes veidojas domnas, reversās koksa krāsns vai, retāk, ģeneratoru gāzu sadegšanas rezultātā. Dūmgāzu siltums, kas izplūst no apkures mola. Tos izmanto kā reģeneratoru koksa krāšņu apkurei piegādātā gaisa un gāzveida kurināmā sildīšanai, kā rezultātā paaugstinās krāsns termiskā efektivitāte. Koksa kameras darbības laikā, lai nodrošinātu vienmērīgu koksa kūkas uzsildīšanu, ir pareizi jāizvēlas kameras izmēri un vienmērīgi jāsadala koksa krāsns gāze apkures vertikālē. Optimālais kameras platums parasti ir 400-450 mm. Kameras garumu ierobežo sienu statiskā izturība, gatavā koksa izdalīšanas grūtības no kameras un gāzu sadales sarežģītība apkures vertikālēs. Kameras garums ir aptuveni 14 m. Kameras augstumu galvenokārt nosaka apstākļi tās vienmērīgai karsēšanai visā tās augstumā. Pamatojoties uz to, tiks iegūti apmierinoši rezultāti ar kameras augstumu 5,5-5,7 m. Vienmērīga koksa krāsns gāzu sadale tiek panākta, sadalot apkures sienas ar vertikālām starpsienām pa vairākiem kanāliem, ko sauc par vertikālēm. Vertikāles silda sienas ar apkures gāzu palīdzību, kas pārnes siltumu uz kameras sienām un tiek aizvadītas uz reģeneratoriem. Temperatūras starpība starp apkures gāzēm apkures kanālos un ogļu lādiņu laika gaitā mainās. Pēc kameras iekraušanas ar maisījumu tā vērtība ir lieliska. Liels siltuma daudzums laika vienībā nonāk aukstā lādiņā, un ogles sāk koksēt pie kameru sienām. Tomēr lādiņa vidējie slāņi paliek auksti neatkarīgi no tā. Akmeņoglēm sasilstot, temperatūras starpība pakāpeniski samazinās. Ienākošā siltuma daudzums laika vienībā samazinās, taču, nepārtraukti padodot siltumu no gāzēm, kamerā notiek pakāpeniska temperatūras paaugstināšanās. Tāpēc materiāla stāvoklis kamerā koksēšanas laikā būs izveidotā koksa slānis pie sienām. Tālāk, kad temperatūra pazeminās no sienām līdz kameras asij, atrodas puskoksa slānis, pēc tam ogles, kas ir plastiskā stāvoklī, un, visbeidzot, kameras centrā atrodas pastāvīgs lādiņš. . Pēc 12-14 stundām temperatūra šķērsgriezumā izlīdzinās, slāņi virzās uz kameras asi un pakāpeniski koksē ogļu slodze. Tādējādi koksēšanas procesa beigās koksēšanas kameras apkure tiek izslēgta, gāzes stāvvadi tiek izvadīti. Ežektors tiek nogādāts līdz kameras durvīm. Izkrauj koksas kūku sautēšanas vagonā, lēnām virzoties pa akumulatoru. Tad stūmējs uzstāda atbrīvotās kameras durvis un dodas uz nākamo kameru, un iekraušanas vagons atver iekraušanas lūkas un iekrauj jaunu lādiņu partiju. Koksēšanas kameras vidējais apstrādes laiks ir aptuveni 15 minūtes. Tāpēc optimālai mehānismu un mašīnu darbībai kameru skaits akumulatorā tiek noregulēts uz 70. Izkrautais kokss tiek dzēsts, jo, nonākot saskarē ar gaisu, tas aizdegas. Koksa iznākums ir 65-75% no maisījuma masas. Viena kokosriekstu baterijas ražošanas jauda ir aptuveni 1500 tonnas koksa dienā. Atkarībā no ķīmiskā un fizikālā sastāva koksu iedala domnā, lietuvē, enerģētikā (paredzēts ferosakausējumu, kalcija karbīda, elektrodu ražošanai, dzelzsrūdu aglomerācijai). Produktu izlaide no 1 t maksas, %, koksa ražotnē ir parādīta 2.2.attēlā. 2.2. attēls. Gatavo produktu izlaide ogļu koksēšanas procesā (1 tonna) 2.3. Putekļu un gāzes savākšanas un koksa putekļu izmantošanas sistēma Koksa putekļi koksa ķīmijas uzņēmumos tiek iegūti jebkuru ar koksu saistītu tehnoloģisko darbību laikā (beztaras šķirošana, sausā koksa rūdīšana, koksa pārkraušana u.c.). Frakcijas izmērs 0-5 mm. Tas praktiski neatrod pielietojumu izkraušanas un transportēšanas grūtību dēļ, parasti tiek atgriezts koksēšanas lādiņā 3% apmērā no lādiņa svara (kas samazina ogļu lādiņa lietderīgo slodzi). Darbībās tiek uztverts ievērojams daudzums koksa putekļu: koksa izsniegšana no koksa krāsns akumulatora vagonam koksa transportēšanai; koksa dzēšanas process sausās koksa dzēšanas iekārtās (DSC); koksa šķirošanas operācija, noteiktās frakcijās (50-250 mm), koksa šķirošanā. Putekļu mākoņa veidošanās emisijas laikā notiek ļoti ātri, un šo neorganizēto emisiju parasti sauc par pārrāvumiem. Izdodot nepietiekamas gatavības koksu, tiek novērota blīvu melnu vai melni zaļu dūmu blīvu mākoņu veidošanās. Šādas parādības tiek novērotas, ja koksēšanas process nav pabeigts ogļu slodzes centrā vai kad krāsnis tiek uzkarsētas nevienmērīgi, kā rezultātā kravā veidojas aukstās zonas. Ir vairākas iespējas bezputekļu koksa padeves sistēmām: putekļu iesūkšanas lietussargi virs koksa vadotnes un rūdīšanas automašīnas; pārklāšanās pār dzēšanas vagona sliežu ceļu; kombinētas bezputekļu piegādes un koksa dzēšanas sistēmas. Vislielāko atzinību ieguva sistēmas ar lietussargu iekārtu, izplūdes gāzu sūkšanu un attīrīšanu. Tajā pašā laikā sūkšanas un putekļu savākšanas iekārtas ir izstrādātas gan mobilajā, gan stacionārajā versijā. Praksē visbiežāk tiek izmantotas sistēmas ar mobilo lietussargu un stacionāru putekļu savākšanas sistēmu. Kā putekļu savācēji tiek izmantoti Venturi skruberi, mitrie elektrostatiskie filtri, auduma filtri. Pēdējā laikā ārzemēs ir tendence pāriet tikai uz sauso putekļu savācējiem, kā likums, maisu filtriem. 1993. gadā Kommunarsky koksa un ķīmiskajā rūpnīcā tika uzsākta pirmā bezputekļu koksa izsniegšanas iekārta (UBVK) ar stacionāru gāzes un putekļu nosūkšanas un attīrīšanas sistēmu (2.3. attēls). Turpmākajos gados līdzīgas rūpnīcas tika uzstādītas PJSC Severstal koksa ražošanā. Esošās tendences joprojām balstās uz izplūdes gāzu apjoma pieaugumu līdz 150-180 tūkst.m ³ /h, attiecīgi palielinot lietussarga izmēru un dizainu. Putekļu koncentrācija gāzē, kas tiek izsūkta no lietussarga apakšas, sasniedz 18-22 g/m³ .
Attēls 2.3 - Koksa padeves sistēma bez putekļiem: 1 - lietussargs; 2 - koksa vagons; 3 - ventilators; 4 - karsto putekļu akumulators; 5 - mitrināšanas sistēma; 6 - skruberis un skrūvju padevējs Uzstādot ciklonu grupas pirmajā tīrīšanas posmā, tie sasniedz kopējo attīrīšanas pakāpi 99,1-99,2% ar putekļu koncentrāciju izplūdes gāzēs 0,11-0,22 g/m. 3. Ir viegli redzēt, ka, palielinot izplūdes gāzu apjomu, mēs iegūstam paaugstinātu putekļu saturu, kura samazināšanai līdz nepieciešamajiem standartiem ir jāpaaugstina attīrīšanas pakāpe. Vienkāršākais sauso putekļu savākšanas variants ir konisku ciklonu sistēma. Šādas sistēmas ir izstrādātas un iekļautas projektos lielākajai daļai koksa ražotņu Krievijas Federācijā. Galvenā prasība šajā gadījumā papildus augstajai efektivitātei un pieņemamai hidrauliskajai pretestībai ir abrazīvā nodiluma novēršana, kas tiek panākta ar pareizu ātrumu izvēli ieplūdes caurulē un ciklona korpusā. Stacionārai iekārtai izplūdes gāzu atputekļošanai visefektīvākais risinājums putekļu savākšanas ziņā ir elektrostatisko filtru izmantošana. Šajā gadījumā vislielāko ekonomisko efektu iegūst, apvienojot izplūdes gāzu attīrīšanu un gāzu iekraušanu tajās, ja tiek izmantots notvertais ogļu, puskoksa un koksa putekļu maisījums. Tā kā iekraušanas gāzes satur daudz degošu vielu, rodas nepieciešamība nodrošināt sprādziendrošību, tāpēc jāizmanto elektrostatiskie nogulsnēji. Lai samazinātu difūzās emisijas, kas rodas, izlaižot koksu no koksa kamerām uz rūdīšanas vagonu, 1997. gadā uz PJSC Severstal koksa krāsns akumulatoriem Nr. 5-10 KHP tika uzbūvēta bezputekļu koksa dozēšanas iekārta. Uz durvju noņemšanas mašīnas ir uzstādīts lietussargs, kas aizver koksa vadotnes un rūdīšanas vagona "grozu". Ar uz lietussarga uzstādīto teleskopisko sprauslu palīdzību lietussargs un gāzes kolektors ir dokoti, kas paredzēti gāzes-gaisa maisījuma transportēšanai tīrīšanai divos EGA tipa elektrostatiskajos nosūcējos. Pēc tam gaiss, attīrīts no smalkiem putekļiem līdz koncentrācijai 50-80 mg/m 3, tiek izvadīts atmosfērā, un elektrostatisko nogulsnētāju notvertos putekļus izmanto kā piedevu koksēšanas lādiņā. Putekļu emisiju samazinājums atmosfērā koksa izdošanas laikā ir 200 tonnas/gadā. No visām bezputekļu koksa padeves sistēmām, ko pašlaik izmanto ārvalstīs (pārklājas pa visu akumulatora koksa pusi; stacionārā skrubera sistēmā izdalīto gāzu atsūkšana un attīrīšana; putekļu savācējsargi virs koksa vadotnes un rūdīšanas mašīna ar gāzes tīrīšanas aprīkojumu uz rūdīšanas vagona vai ar to savienotas platformas; putekļu savācējsargi virs koksa vadotnes un rūdīšanas mašīna ar stacionāru izplūdes gāzu vadu un gāzes attīrīšanas sistēmu), pēdējā tipa sistēmas ir atzītas par efektīvākajām. Citos metalurģijas uzņēmumos gandrīz visas koksa krāsns baterijas ir aprīkotas ar šādām sistēmām. Putekļu savākšanas pārsega platums ir vienāds ar koksēšanas vagona platumu, garums svārstās no 6 līdz 10 m, atkarībā no koksēšanas kameras tilpuma. Dūmu nosūcēja jauda bezputekļu piegādes sistēmā pie 40°C ir 2500-4500 m 3/min atkarībā no koksēšanas kameras tilpuma. CDTC ir divi organizētu emisiju avoti atmosfērā: pārmērīgas inertās gāzes svece pēc dūmu nosūcēja un svece, caur kuru tiek izvadītas gāzes, kas izdalās no koksa priekškamerā. Būtisks gaisa piesārņojums ar šīm emisijām prasa izstrādāt pasākumus to samazināšanai. Koksa sausās rūdīšanas ieviešana pašmāju koksēšanas rūpnīcās ir nepieciešama galvenokārt tāpēc, ka tā ļauj uzlabot koksa kvalitāti nepārtraukti pasliktinās koksa izejvielu bāzē. Tomēr viens no ieguvumiem videi no sausā koksa rūdīšanas procesa ir tas, ka emisijas no šīm rūpnīcām tiek organizētas un tās var apstrādāt, tādējādi panākot vispārēju īpatnējo emisiju atmosfērā samazinājumu koksa ražošanas laikā. Koksa temperatūra pēc USTK sasniedz 150-200°C. Šāda koksa transportēšanas, pārkraušanas, sijāšanas laikā notiek intensīva putekļu emisija, tāpēc procesa iekārtas ir aprīkotas ar aspirācijas blokiem. Aspirācijas sistēmu mērķis ir radīt labvēlīgus darba apstākļus kaitīgo vielu saturam ražošanas telpu gaisā, novēršot emisijas no noplūdēm procesa iekārtās. Aspirācijas sistēmas ir izvietotas saskaņā ar CDTC tehnoloģisko shēmu un sausā rūdīšanas koksa šķirošanu (2.4. attēls). Aspirācijas sistēmās ietilpst sauso un mitro putekļu savācēji. Izkraujot no kamerām karsto koksu, izdalās daudz putekļu, tāpēc parasti tiek izmantota divpakāpju tīrīšanas shēma. Kā pirmā pakāpe tiek izmantotas TsN-15 tipa ciklonu grupas, kurām ir pietiekami augsta putekļu savākšanas efektivitāte (87-97%) ar mērenu hidraulisko pretestību (0,35-1,15 kPa). TsS-VTI skruberi tiek uzstādīti otrajā putekļu savākšanas posmā. Faktiskā putekļu uztveršanas pakāpe tajās ir no 60 līdz 90%, un to galvenokārt nosaka apūdeņošanas šķidruma patēriņš un tā kvalitāte. Aspirācijas sistēmās ietilpst sauso un mitro putekļu savācēji. Izkraujot no kamerām karsto koksu, izdalās daudz putekļu, tāpēc parasti tiek izmantota divpakāpju tīrīšanas shēma. Kā pirmā pakāpe tiek izmantotas TsN-15 tipa ciklonu grupas, kurām ir pietiekami augsta putekļu savākšanas efektivitāte (87-97%) ar mērenu hidraulisko pretestību (0,35-1,15 kPa). TsS-VTI skruberi tiek uzstādīti otrajā putekļu savākšanas posmā. Faktiskā putekļu uztveršanas pakāpe tajās ir no 60 līdz 90%, un to galvenokārt nosaka apūdeņošanas šķidruma plūsmas ātrums un tā izsmidzināšanas kvalitāte. Kamera USTK; 2 - iekraušanas vienības USTK aspirācijas sistēma (skruberis TS); 3 - izkraušanas vienības USTK aspirācijas sistēma (ciklonu grupa TsN, skruberis TS); 4 - pārkraušanas vienības aspirācijas sistēma (ciklonu grupa, skruberis KMP); 5 - atputekļošanas stacijas koksa ventilators; 6 - rullīšu sieta aspirācijas sistēma (VK kolektors, KMP skruberis) 7 - inerciālā sieta aspirācijas sistēma (VK kolektors, KMP skruberis); 8 - bloka aspirācijas sistēma koksa iekraušanai vagonos (ciklonu grupa TsN, skruberis KMP) Koksa putekļus, saskaņā ar esošo klasifikāciju, parasti var klasificēt kā rupjos putekļus. Tas atvieglo sūkšanas gaisa atputekļošanu ar sausām metodēm. 4 PJSC Severstal koksa ražošanas galvenie ražošanas līdzekļi Uzņēmuma galvenie ražošanas aktīvi ir divu veidu aktīvi - materiālie un nemateriālie. Šajā ražošanas un tehnoloģiskajā sistēmā nav nemateriālo aktīvu. Materiālie aktīvi ir uzņēmuma pamatlīdzekļi, kas tiek aplikti ar īpašuma nodokli. Ražošanas un tehnoloģisko sistēmu darbības un maršrutu tehnoloģiju modernizācijas procesi, kā arī tehnoloģisko, produktu un sadales inovāciju izstrāde izslēdz ražošanas sistēmas un tehnoloģiskās mašīnas, kas nav iesaistītas ražošanas procesā. Uzņēmuma pamatlīdzekļi - darba objekti. Tie tiek izmantoti noteikta veida produktu ražošanā vairāk nekā gadu (12 mēnešus), un tie nezaudē savu dabisko formu. Atkarībā no ražošanas operācijām koksa ražošanai piederošie pamatlīdzekļi ir sadalīti vairākos punktos: -ēkas - ražošanas cehi, noliktavas, garāžas utt.; -būves - būves un ēkas, kas nosaka nepieciešamos apstākļus ražošanas procesam; -mašīnas un iekārtas (mehāniskās, elektriskās, hidrauliskās utt.); -transportlīdzekļiem. Pamatlīdzekļi galvenokārt ir sadalīti divās daļās: aktīvajā un pasīvajā. Aktīvā daļa visbiežāk ietver visa veida iekārtas, mašīnas un mehānismus un transportlīdzekļus, gandrīz visus aktīvus, kas ir tieši iesaistīti visos ražošanas procesos. Pasīvā daļa ir vienlīdz svarīgs nosacījums ražošanas procesam, bet nepieņem īpašu daļu ražošanā. Šajā grupā ietilpst visas esošās ēkas un būves. Koksa ražošanas īpašuma izmaksas 2015. gadā ir 280,752 miljoni rubļu. Šī summa būs pamats nolietojuma aprēķināšanai. Pamatlīdzekļu izmaksas sīkāk atspoguļotas 2.1.tabulā. 2.1. tabula - Uzņēmuma pamatlīdzekļi PamatlīdzekļiIzmaksas, miljoni rubļu Ēkas18 475Būves29824Mašīnas un aprīkojums222901Transportlīdzekļi244864Zemes gabali119072Kopā280752 Īpašuma nodoklis, ko PAO Severstal samaksāja par koksa ražotni 2015. gadā, ir 5,378 miljoni RUB gadā. Zemes nodoklis - 1,5% no zemes gabala kadastrālās vērtības - 174626 rubļi gadā. 5 Koksa ražošanas izmaksu struktūra Saskaņā ar Krievijas Federācijas Nodokļu kodeksa 25. nodaļu izmaksu struktūra sastāv no četriem elementiem: materiālu izmaksas, darbaspēka izmaksas, nolietojums un citas izmaksas. 2.5. attēlā parādīta koksa ražošanas izmaksu struktūras grafiskā interpretācija 2015. gadam (miljonos rubļu). Ievērojama materiālu izmaksu daļa (C mc ) struktūrā - 77,2% - liecina, ka koksa ražošana ir diezgan materiāli ietilpīga. Šajā grupā ietilpst šādas izmaksas: -izmaksas par izejvielu un ražošanā izmantoto materiālu iegādi; -aprīkojuma iegādes izmaksas, kuras nav nolietojamas (amortizējamā īpašuma sākotnējās izmaksas ir vairāk nekā 100 tūkstoši rubļu); -izmaksas par degvielu, visu veidu enerģiju, ūdeni, telpu apkuri utt.; -izmaksas par darbu, rūpnieciska rakstura pakalpojumu iegādi, ko veic trešās personas; -zudumi ražošanas, uzglabāšanas un transportēšanas laikā dabiskā zuduma robežās. 2.5. attēls. Koksa ražošanas ekspluatācijas izmaksu struktūras grafiskā interpretācija 2015. gadam (milj. rubļu) Turklāt izmaksu struktūra atspoguļo uzņēmuma neto ienākumus, kura aprēķina algoritms ir šāds: .Pamatdarbības peļņas (P) aprēķins pēc formulas (1.3). .Ar nodokli apliekamā ienākuma nodokļa bāzi aprēķina kā starpību starp pamatdarbības peļņu (P) un īpašuma nodokli (N fa ).
.Ienākuma nodoklis (N R ) ir 20 % no iepriekšējā punktā aprēķinātās ar nodokli apliekamās bāzes. .Uzņēmuma neto ienākumus aprēķina pēc formulas (1.4) kā neto peļņas un nolietojuma izmaksu summu no materiālajiem aktīviem. Izpētot pirmās nodaļas teorētiskos aspektus, pieci naudas plūsmas ekvivalentu vektori ir ražošanas un tehnoloģisko procesu transformācijas procesa pamatā uzņēmumā. Koksa ražošanai vektori ir parādīti skaitliskās vērtībās, kas norādītas 2.2. tabulā. 2.2. tabula. Naudas plūsmas ekvivalentu vektori Vektora nosaukumsApzīmējums Skaitliskā vērtība, miljoni rubļu/gadāVsv1295.472Tiešās tehnoloģiskās izmaksasG0W01202.689Neto ienākumiD092.783PamatlīdzekļiU280.752Ražošanas kapitālsQ1483.441 1. nodaļā sniegtajiem kritērijiem, kuru pamatā ir uzņēmuma darbības cikla matemātiskais modelis koksa ražošanai, ir šāda nozīme: Ražošanas un tehnoloģiskās sistēmas darbības cikla pārveidošanas kritērijs ir vienāds ar pārdoto produktu un pakalpojumu apjoma attiecību pret ražošanas kapitāla izmaksām. Koksa ražošanai šis kritērijs ir 0,87, kas atbilst nosacījumam ς ≤ 1, un aprēķina pēc formulas (1.4): V = 1295,472 / 1483,441 = 0,87.
Darbības cikla kapitalizācijas kritērijs ir vienāds ar pārdoto produktu un pakalpojumu apjoma attiecību pret tiešajām tehnoloģiskajām izmaksām. Attiecīgajam uzņēmumam šis kritērijs ir 1,07, kas atbilst nosacījumam λ ≤ 2. Aprēķina pēc formulas (1.5): l = 1295,472 / 1202,689 = 1,07.
Vienkāršas un paplašinātas ražošanas investīciju kapitāla kritērijs ir vienāds ar neto ienākumu attiecību pret pamatlīdzekļu uzskaites vērtību. Pētījuma objektam šis kritērijs ir 0,33, kas atbilst nosacījumam M ≤ 1, un pēc formulas (1.6) tiek aprēķināts šādi: M = 92,783 / 280,752 = 0,33. Ražošanas kapitāla resursu kritērijs ir ražošanas kapitāla izmaksu un tiešo tehnoloģisko izmaksu attiecība, un to aprēķina pēc formulas (1.7): r = 1483,441 / 1202,689 = 1,23.
Ekspluatācijas ciklam raksturīgs - tiešo tehnoloģisko izmaksu attiecība pret pamatlīdzekļu un nemateriālo aktīvu apjomu un tiek aprēķināta pēc formulas (1.8): k 0 = 1202,689 / 280,752 = 4,28.
Kopš apgūstot inovatīvu projektu koksa ražošanas un tehnoloģiskajā sistēmā, mainās katrs integrētā kompleksa kritērijs. Šī darba 3.nodaļā tiks pārrēķināti visi kritēriji, lai izsekotu to izmaiņām inovatīva projekta izstrādes gaitā. 3. Inovatīvs projekts koksa putekļu tirdzniecībai VPJSC "SEVERSTAL" No iepriekš minētā izriet, ka koksa putekļu ieviešana PAS Severstal koksa ražošanas un tehnoloģiskajā procesā sastāv no to sajaukšanas ar ogļu lādiņu 3% apmērā. Šajā novatoriskajā projektā ir sīki aprakstīts koksa brikešu izgatavošanas process. Izejmateriāls mūsu gadījumā būs koksa putekļi. Koksa putekļi koksa ķīmijas uzņēmumos tiek iegūti, veicot jebkādas ar koksu saistītas tehnoloģiskas darbības (beztaras šķirošana, sausā koksa rūdīšana, koksa pārkraušana u.c.). Frakcijas izmērs līdz 35 mm. Koksa putekļu veidošanās apjomi ir ļoti lieli, vidēji gadā koksa ķīmiskajā ražošanā veidojas aptuveni 18-20 tūkstoši tonnu koksa putekļu. Koksa putekļi praktiski netiek pielietoti smalki izkliedētā stāvokļa un augstā pelnu satura, izkraušanas un transportēšanas grūtību dēļ. Koksa putekļu izmantošanas problēma ir ļoti aktuāla. 1 Inovācijas apraksts Briketēšana ir process, kurā materiāls tiek apstrādāts katrā gadījumā ģeometriski pareizas un vienādas formas gabalos, gandrīz vienādas masas briketēs (franču briketes). Brikešu ražošanā tiek veidotas papildu izejvielas no maziem materiāliem (galvenokārt fosilais kurināmais un rūdas), kuru izmantošana ir neefektīva vai apgrūtināta, un tiek apglabāti atkritumi (putekļi, izdedži, metāla skaidas u.c.). Briketēšanas lietderība katrā gadījumā ir ekonomiski pamatota. Atkarībā no izejmateriāla briketēšanu veic ar saistvielām (cementēšana, adhezīvs) pie vidēja spiediena (10-50 MN/m). 2) un bez saistvielām pie augsta spiediena (100-200 MN/m 2). Lai iegūtu augstas kvalitātes briketes, presēšanai nosūtītajam materiālam jāatbilst noteiktām prasībām. Inovāciju vadības procesā, koksa brikešu ražošanā no koksa putekļiem, ir jāņem vērā vairāki noteikti faktori: brikešu fizikālajām īpašībām jābūt identiskām koksa fiziskajam sastāvam; brikešu frakcija (70-300mm); mitrums, porainība, siltumspēja, pelnu saturs utt. PAS Severstal domnas ceha deklarētā koksa īpašības ir aprakstītas 3.1. tabulā. 3.1. tabula. Koksa raksturojums ParametriVienībasVērtībaPorozitāte%49-53Blīvums Risinājums smalkās degvielas frakcijas presēšanai tika izgudrots pagājušā gadsimta sākumā. Krievu pētnieks A.P. Vešņakovs. Viņa ideja joprojām tiek izmantota rūpniecībā un ikdienā. Idejas būtība ir iespiest koksnes pulveri cietos elementos, kas var sadegt un izdalīt siltumu ne sliktāk kā pašas ogles. Nerunājot par detalizētu degvielas brikešu ražošanas tehnoloģiju un neuzskaitot to veidus, var atzīmēt, ka tās ir divu veidu: ar saistošo komponentu izmantošanu; rūpnieciskā sadedzināšana; bez viņiem; mājas lietošanai. Noslēguma kvalifikācijas darbā ir aprakstīta brikešu izgatavošanas tehnoloģija, neizmantojot iesiešanas komponentus. Koksa putekļi ir plastmasas materiāls, jo to virsmas nelīdzenumi viegli deformējas. Rezultātā mijiedarbojošo daļiņu kontakts tiek panākts vieglāk un lielākā laukumā. Ražošana notiek šādi: sākotnēji tiek sasmalcināti koksa putekļi un koksa brīze, lielākā daļiņa pie izejas nedrīkst būt lielāka par 6 mm; maisījumu žāvē līdz mitruma saturam 25%. Šim nolūkam tiek izmantoti tvaika un gāzes tipa žāvētāji; gatavā produkcija tiek piegādāta klientam (domnas krāsns). Skruberi (putekļu akumulatori) papildus koksa putekļiem satur arī koksa brīzes. Tās frakcija ir 5-25 mm. Koksa dzēšanas un šķirošanas procesā (pārkraušanas, transportēšanas u.c. laikā) vibrācijas un berzes rezultātā koksa gabalu malas nolūzt un veidojas koksa smalkumi. Koksa brīzes attiecība pret koksa putekļiem ir 25%. 2 Iekārtas raksturojums Pirmais solis koksa briketes iegūšanai būs izejmateriāla, mūsu gadījumā koksa lādiņa, slīpēšana un sagatavošana. Ogļu ieguves rūpniecībā, kā arī vairākās PJSC Severstal ražotnēs ir labi sevi pierādījušas DV-400z modeļa četru ruļļu drupināšanas mašīnas. Šī ražošanas un tehnoloģiskā procesa gadījumā lielās koksa frakcijas apjoms ir ievērojami mazs (25%), attiecīgi pēc visām ražošanas īpašībām optimāli piemērots modeļa - "DT-1" divu ruļļu drupinātājs. Iekārtas tehniskie parametri sniegti 3.2. tabulā 3.2. tabula — specifikācijas "DT-1" Smalcinātājs "DT-1", kā izriet no 3.2.tabulas, ar savu jaudu pilnībā tiks galā ar esošajiem koksa ražošanas atkritumu apjomiem. Sasmalcināšana rullīšu drupinātājos<#"justify">Izpētījis un analizējis piegādātāju un tirgotāju (iekšzemes un ārvalstu) piedāvājumus, es izvēlējos RUF presi briketēšanas modelim BP-600 (BP-420A). Uzņēmuma piegādātājs "Association KAMI", Maskava. Biedrība "KAMI" ir vadošo rūpniecisko iekārtu piegādātāju, Krievijas rūpniecības uzņēmumu, iekārtu ražotāju, rūpniecības universitāšu un pētniecības institūtu asociācija. Kopš darbības sākuma 1991. gadā KAMI ir piegādājis 150 000 aprīkojuma vienību vairāk nekā 40 000 uzņēmumu. Iekšzemes klientu vidū ir Ustyansk Timber Company, Rosatom, Siktivkaras māju būves rūpnīca, 8. marta rūpnīca, Toris, Mr. Durvis, Avtovaz, Rostvertol, Odintsovas ražošanas asociācija, Novolipetskas dzelzs un tērauda rūpnīca, Pirmā spoguļu rūpnīca, Naiad, Ormatek, krievu matrači, KLM, Bear Lakes, "Detinets", "Arhitekts", "Altaja jumts", "Wimm-Bill" -Dann", "Energotex", TsAGI im. NAV. Žukovskis, "LG Electronics", Maskavas Mākslas teātra teātra darbnīcas. A.P. Čehovs, Krievijas Valsts akadēmiskais Malija teātris. Prese BP-600 ir paredzēta degvielas brikešu ražošanai. Iegūto ķieģeļu formas briketes izmērs ir 150/60/100 mm, kas atbilst visiem piegādātāju standartiem. Šāda veida brikešu ražošana ļauj efektīvi atbrīvoties no atkritumiem un gūt ekonomiskus ienākumus. Briketes tiek ražotas no kokrūpniecības, ogļu pārstrādes un kokapstrādes kompleksa, lauksaimniecības produkcijas pārstrādes uzņēmumiem, kūdras ieguves un poligrāfijas nozares sausajiem atkritumiem bez papildu saistvielu ievadīšanas. Vairumā gadījumu kā izejvielu var izmantot jebkura veida koksnes atkritumus ar mitruma saturu līdz 15% un daļu no putekļu / zāģu skaidu / skaidu lieluma. Šajā presē izmantotās presēšanas tehnoloģijas pamatā ir aukstā hidrauliskā prese ar lielu spēku, kas ļauj iegūt kvalitatīvu un labu noformējumu briketes. Iekārtai nav nepieciešama sagatavošana palaišanai, presēšanas process var sākties vienas minūtes laikā pat pēc ilgas apstāšanās. Iekārta var strādāt 24 stundas diennaktī bez apstāšanās un tai nav nepieciešama pastāvīga apkope. Šīs preses kalpošanas laiks bez kapitālā remonta ir vairāk nekā 10 gadi. Visu brikešu presēšanas un fasēšanas procesu kontrolē viens operators, kas ievērojami samazina gatavās produkcijas izmaksas. Prese tiek piegādāta komplektā ar brikešu iepakošanas ierīci. Preses BP-600 tika izstrādātas un nodotas masveida ražošanā pirms vairāk nekā 10 gadiem, preses strādā lielākajos kokapstrādes uzņēmumos visā pasaulē, Krievijā jau ir izlaistas vairāk nekā 50 preses. Iegūtās briketes, atšķirībā no citiem brikešu veidiem, ir ērtas iepakošanai, uzglabāšanai un transportēšanai lielos attālumos, kas padara tās mūsdienās par populārākajām pasaulē un pieprasījums pēc šādām briketēm nepārtraukti pieaug. Presi galvenokārt izmanto vidējiem un lieliem ražojumiem ar lielu daudzumu sauso atkritumu. Briketēšanas rezultātā iegūtais kurināmais tiek plaši izmantots gan rūpnieciskās apkures sistēmās, gan individuālajās mājsaimniecībās. Aprīkojuma komplekta izmaksas, ieskaitot piegādi un uzstādīšanu, būs 4 631 000 rubļu. Šīs iekārtas ražošanas un tehnoloģiskā procesa apraksts ir gandrīz identisks visiem tā analogiem. Pirmkārt, zemā spiedienā (25-50 MPa) notiek materiāla ārēja sablīvēšanās, jo starp daļiņām tiek noņemti tukšumi. Pēc tam pašas daļiņas tiek sablīvētas un deformētas. Starp tiem ir molekulāra saite. Pārejot no pirmās uz otro presi, sagatave tiek uzkarsēta līdz 110-130 o C. Šī darbība palielina koksa putekļu daļiņu kontakta blīvumu. Augsts spiediens presēšanas beigās (120-150 MPa) noved pie daļiņu elastīgo deformāciju pārejas uz plastiskām, kā rezultātā tiek nostiprināta struktūra un saglabāta vēlamā forma. Šajā procesā izdalītie fenoli un sveķi polimerizējas uz daļiņu virsmas, piedaloties ūdenim. Materiāla karsēšana līdz stingri noteiktai temperatūrai (100-110 o C) tieši presēšanas laikā uzlabo procesu. Visu šo procesu kontrolē mikroprocesors. Atdzesējot un pēc žāvēšanas briketes beidzot tiek fiksētas. Nākamais solis būs brikešu piegāde (paralēli galvenajiem produktiem) uz domnu. 3.3. tabulā parādīti preses BP-600 tehniskie parametri. 3.3. tabula - Preses BP-600 raksturojums Parametri mērījumiVērtībaProduktivitāte tonnās/stunda1-3Jauda W25Preses spiediensPa20-170Briketes izmēriMm150/75/50Preses izmēricm/cm/cm1800/1800/1900 3.4.tabulā ir aprakstītas koksa brikešu ražošanas no koksa putekļiem ražošanas un tehnoloģiskā procesa ražoto produktu raksturojums. 3.4. tabula - Brikešu raksturojums Parametri MērvienībasVērtībaPorozitāte%15-33Blīvums 2,80-2,85Masa Pelnu saturs%Mitrums%Stiprums PaSadegšanas vērtība29-30 Pamatojoties uz 3.4. tabulas datiem un izpētot koksa brikešu ražošanas tehnoloģisko procesu, varam izdarīt šādus secinājumus. Brikešu fizikālās un ķīmiskās īpašības ir identiskas koksa īpašībām. Pateicoties briketes blīvuma pieaugumam, ir pieaugusi siltumspēja, kas būs pozitīvs aspekts dzelzs kausēšanā. Tajā pašā laikā samazinājās pelnu saturs, kas izraisa emisiju samazināšanos vidē. 3.1.attēls - Izejvielu plūsmu shēma pēc inovatīvā projekta izstrādes: 1 - ogļu noliktavas, 2 - smalcināšanas un pārstrādes līnija, 3 - ogļu sagatavošanas cehs, 4 - koksa krāsns baterijas, 5 - USTK, 6 - koksa šķirošana, 7 -domnas cehs, 8 cehu ogļu koksēšanas ķīmisko produktu uztveršana un apstrāde. 3 Tehnoloģisko inovāciju attīstības rezultātu izvērtējums Pamatojoties uz iepriekšējā nodaļā veiktajiem aprēķiniem, darbības izmaksu struktūrā notiks šādas izmaiņas (3.2. attēls). Pamatojoties uz 3.2. attēlu, koksa ražošanas un tehnoloģiskajā sistēmā notiks šādas izmaiņas: · nolietojuma izmaksas pieaugs par 0,1% un sastādīs 2,8%; · materiālu izmaksas samazināsies par 0,8% īpatnējo materiālu izmaksu samazinājuma rezultātā ražošanas apjomu pieauguma un koksa putekļu apglabāšanas izmaksu samazinājuma rezultātā un sasniegs 76,4%; · ekspluatācijas izmaksas samazināsies par 21,006 un sastādīs 1214,635 miljonus rubļu; · pārdotās produkcijas apjoms pieaugs par 78,948 miljoniem rubļu un sastādīs 1394,756 miljonus rubļu; · pamatdarbības peļņa pieaugs un sasniegs 180,121 miljonus rubļu; · ienākuma nodoklis palielināsies par 18,364 un sastādīs 33,322 miljonus rubļu; · tīrā peļņa 141,37 miljoni rubļu/gadā; · neto ienākumi kā tīrās peļņas un nolietojuma izmaksu summa sastādīs 175,379 miljonus rubļu. / gadā, tas ir, tas pieaugs par 82,596 miljoniem rubļu; · darbaspēka izmaksas pieaugs par 0,5% darbinieku skaita pieauguma dēļ un sastādīs 176,122 miljonus rubļu. Izmainītie darbības cikla parametri koksa ražošanā PAS Severstal tehnoloģisko inovāciju izstrādes un ieviešanas gaitā atspoguļoti 3.5.tabulā. Pieaug koksa ražošanas realizētās produkcijas apjoms, neto ienākumi, pamatlīdzekļu un ražošanas kapitāla pašizmaksa un būtisks tiešo tehnoloģisko izmaksu kritums. 3.2. attēls. Izmaksu struktūra koksa ražošanai inovatīvā projekta izstrādes rezultātā (miljoni rubļu gadā) Tabula 3.5. Darba cikla parametru maiņa ParametriApzīmējums Skaitliskā vērtība, miljoni rubļu/gadāpirms inovācijas apgūšanas pēc inovācijas apgūšanasVsv= G0W0 + D0404.834412.695Tiešās tehnoloģiskās izmaksasG0W0=Cos - Сdc375.840373.651 U87, Q135 U87, 840373.651 U87, Q135 = U87, Q135 = Produkcija0900.50.4.5.5. 3.76 Investīciju atmaksāšanās periodu aprēķina kā ieguldījumu apjoma attiecību pret uzņēmuma ienākumu svārstībām (3.1. formula). Inovatīvā projekta izstrādei nepieciešamo investīciju apjoms ir 2 374 tūkstoši rubļu. Neto ienākumu izmaiņas - 10 049 938 rubļi gadā. Attiecīgi atmaksāšanās periods būs 3 mēneši, es/ ΔD , gadi, (3.1) kur I ir ieguldījuma summa, rubļi/gadā; ΔD - neto ienākumu pieaugums, rub./gadā. Pielikumā sīkāk izklāstītas koksa ražošanas cikla darbības cikla integrētā kritēriju kopuma izmaiņas. Visi kritēriji mainīsies uz labo pusi. Konversijas kritērijs palielināts par 0,02, kapitalizācijas kritērijs - par 0,03, vienkāršas un paplašinātas reproducēšanas ražošanas kapitāla resursu kritērijs - par 0,01, investīciju kapitāla kritērijs - par 0,1. Darbības cikla raksturlielums saņēma vislielāko pieaugumu - 0,13. Secinājums Noslēdzošajā kvalifikācijas darbā izvirzītais mērķis un to pavadošie uzdevumi tika pilnībā sasniegti. Noteikta inovatīvā projekta izstrādes kārtība koksa ražošanas ražošanas un tehnoloģiskajā sistēmā, tiek pētītas darbības cikla metodes un vērtēšanas kritēriji. Tāpat, strādājot ar gala kvalifikācijas darbu, tika izskatīti šādi jautājumi: -inovāciju būtība un to veidi; -inovācijas procesa struktūra; -darbības cikla kritēriji rūpniecībā. Par gala kvalifikācijas darba objektu tika izvēlēta domnas koksa ražošanas vieta (saķepināšana, izdošana, rūdīšana un šķirošana). Publiskā akciju sabiedrība "SeverStal". Inovatīvs projekts ir koksa šķirošanas laukuma modernizācija (papildu ražotnes organizēšana), lai iegūtu koksa briketes, izmantojot koksa putekļu un smalko presi. Šajā dokumentā ierosinātais novatoriskais projekts radīs izmaiņas darbības cikla parametros un kritērijos. Visi kritēriji mainās uz labo pusi. Proti, konversijas kritērijs palielināts par 0,02, kapitalizācijas kritērijs - par 0,03, vienkāršas un paplašinātas reproducēšanas ražošanas kapitāla resursu kritērijs - par 0,01, investīciju kapitāla kritērijs - par 0,1. Darbības cikla raksturlielums saņēma vislielāko pieaugumu - 0,13. Tāpat šīs inovācijas izpētes un ieviešanas rezultāts būs ikgadējā produkcijas ražošanas un piegādes apjoma, saražotās produkcijas augstas kvalitātes un patēriņa īpašību pieaugums, tādējādi palielinot produktu konkurētspēju. Inovatīvā projekta galvenā priekšrocība ir koksa ražošanas atkritumu pilnīga neesamība, tādējādi risinot resursu taupīšanas un uzņēmuma ražošanas darbības zaļināšanas jautājumus. Var konstatēt, ka inovācijas rūpniecības uzņēmumu ražošanas un tehnoloģiskajās sistēmās ieņem ievērojami augstu pozīciju kā visu ražošanas rādītāju pieauguma instruments. Allokācijas un produktu inovācijas ir vērstas uz produkcijas realizācijas apjoma palielināšanu, tehnoloģiskās inovācijas samazina tiešās tehnoloģiskās izmaksas. Tādējādi atbilstoši WRC izvirzītajam mērķim tika piedāvāts inovatīvs risinājums saistībā ar vienas no PAS SeverStal ražošanas un tehnoloģiskajām sistēmām pilnveidošanu. Uzlabošanas instruments ir tehnoloģisko inovāciju attīstība koksa ražošanā. Priekšlikums īstenots, modernizējot koksa šķirošanas sekciju, uzstādot papildu iekārtu komplektu koksa brikešu ražošanai, kas atbilst visiem domnas koksa patēriņa īpašību parametriem. Izmantoto avotu saraksts 1. Lielā krievu enciklopēdija [Elektroniskais resurss]. Belousova, V. P. Rūpniecības uzņēmuma ekonomiskās attīstības ekoloģizācijas faktoru veidošanās / V. P. Belousova // Inovācijas. - 2012. - Nr.1. - S. 26-29. Grjaznovs, N.I. Koksēšanas teorijas pamati: mācību grāmata / N.I. Grjaznova-Maskava: Metalurģija, 2015. - 314 lpp. Ivanovs, E.B. Koksa ražošanas tehnoloģija, mācību grāmata / E.B. Ivanovs, D.A. Muchnik. - Maskava: Zinātne, 2014. - 232s 5. PJSC "Severstal" vēsture [Elektroniskais resurss]. 6. Leibovičs, R.E. Koksa ražošanas tehnoloģija: mācību grāmata / R.E. Leibovičs, A.B. Filatova, E.I. Jakovļevs. - Maskava: Metalurģija, 2013. - 360 lpp. Krievijas Federācijas nodokļu kodekss. Pirmā daļa, datēta ar 1998. gada 31. jūliju, Nr. 146 - FZ (ar jaunākajām izmaiņām un papildinājumiem) [Elektroniskais resurss]: Krievijas Federācijas nodokļu kodekss. Pēdējā derīgā pārskatīšana ar komentāriem. Nacionālā vēstures enciklopēdija [Elektroniskais resurss]. Par zinātni un valsts zinātniski tehnisko politiku: Feder. 1996. gada 23. augusta likums Nr.127-FZ. - Maskava: Omega-L, 2016. - 78 lpp. Papīns, A.V. Koksa ķīmiskās rūpniecības koksa putekļu izmantošanas tehnoloģiju izstrāde / A.V. Papins // Polzunovska biļetens. - 2014. - Nr.4. - S. 159-164. PJSC "Severstal" ražošana [Elektroniskais resurss]. Stefanenko, V.T. Putekļu, gāzu un gaisa attīrīšana koksa uzņēmumos: mācību grāmata / V.T. Stefanenko. - Maskava: Metalurģija, 2012. - 140 lpp. Tirdzniecības un rūpniecības uzņēmums "Association KAMI" [Elektroniskais resurss]. 14. Tirdzniecības un rūpniecības uzņēmums "Termorobot" [Elektroniskais resurss]: amatpersona. tīmekļa vietne. 15. Tukkel, I. L. Inovatīvu projektu vadība: mācību grāmata / I. L. Tukkel, A. V. Surina, N. B. Kultin / ed. I. L. Tukels. - Sanktpēterburga: BHV-Petersburg, 2011. - 416 lpp. Šamina, L.K.Inovācijas procesu funkcionēšanas teorētiskie aspekti: mācību grāmata / L.K. Šamins. - Sanktpēterburga: Nauka, 2012. - 85 lpp. Šičkovs, A. N. Inovāciju un tehnoloģiju vadība ražošanas vidē: mācību rokasgrāmata / A. N. Šičkovs. - Vologda: 2014. - 109 lpp. 18. Šičkovs, A. N. Inovāciju vadības organizācija ražošanā un tehniskajās sistēmās: monogrāfija / A. N. Šičkovs. - Maskava, 2012. - 214 lpp. 19. Šičkovs, A.N. Tirgus struktūras situācijas analīze pašvaldības rajonā (rajonā): monogrāfija / A. N. Šičkovs. - Vologda: 2013. - 207 lpp. Šubeko, P.Z. Nepārtraukts koksēšanas process: mācību grāmata / P.Z. Šubeko. - Maskava: Metalurģija, 2013. - 200 lpp. Kritēriju parametru vērtības pirms un pēc inovācijas izstrādes 1.1. tabula. Kritēriju parametru vērtības pirms un pēc rekonstrukcijas PJSC SeverStal koksa ražotnē Parametru un kritēriju nosaukumi Parametru un kritēriju vērtības pirms izstrādes pēc izstrādesPārdošanas vērtības, Vsv, milj. rubļu/gadā1295,4721356,006Tiešās tehnoloģiskās izmaksas, G0W0, milj. rubļu/gadā1202,6891180,626Bilances vērtība, D,220,5 milj. , miljoni rubļu/gadā92,783175,379Ražošanas kapitāls, Q=U+G0W0, miljoni rubļu/gadā1483,4411466,338Reklāmguvuma kritērijs, ς =Vsv/Q
Lai izstrādātu perspektīvus inerciālos putekļu savācējus ar pēc iespējas augstāku efektivitāti, tika noteikts kalcinēšanas iekārtu lidojošo pelnu frakcionētais sastāvs. Tika analizēti paraugu ņemšanas ciklona iegūtie pelni paraugu ņemšanas laikā no BC Nr. 3.
Daļiņu frakcionētā sastāva noteikšana veikta ar lāzera difrakciju, izmantojot daļiņu izmēra analizatoru (ARS) "Mastersizer 2000". Tilpuma diametrs tika izmantots kā daļiņu izmērs, kas ir sfēras diametrs, kas vienāds ar daļiņas tilpumu. Uztverto koksa putekļu frakcionētā sastāva mērījumu rezultāti parādīti 2.9. tabulā. 2.9. tabulas 2. slejā ir parādīta putekļu frakcijas svara daļa, kas ir mazāka par 0,5 µm, procentos no visu pārējo frakciju kopējā svara.
2.9. tabula. Satverto koksa putekļu daļējais sastāvs
|
Dizaina parametri |
Daļiņu izmērs, µm |
||||||
|
Paraugu ņemšanas ciklona notverto pelnu frakcionētais sastāvs, ko aizvada dūmgāzes no krāsns, % (saskaņā ar ARC mērījumu protokolu, līdz BC 1) |
|||||||
|
Paraugu ņemšanas ciklona uztverto pelnu frakcionētais sastāvs, ko aizvada dūmgāzes no krāsns, % (saskaņā ar ARC mērījumu protokolu līdz BC 3) |
|||||||
|
Paraugu ņemšanas ciklona notverto pelnu frakcijas sastāvs, ko aiznes dūmgāzes no BC 3 (saskaņā ar ARC mērījumu protokolu), % |
|||||||
|
BC 3. notverto pelnu frakcionētais sastāvs |
Iegūtā koksa putekļu frakcionētā sastāva analīze parādīja, ka šiem putekļiem ir normāls varbūtības-logaritmisks daļiņu izmēru sadalījums, kas raksturīgs rūpnieciskajiem putekļiem. Tomēr frakcijas, kas ir mazāka par 0,5 μm (līdz 20%) un kas netiek uztverta ciklona aparātā, klātbūtne pārnes to uz netipisku putekļu kategoriju. Tālākai ciklonu putekļu savācēju efektivitātes novērtēšanai aprēķinos ņemam putekļu raksturlielumus ar normālu integrāli-logaritmisko daļiņu izmēru sadalījumu, kas koriģēts ar 20% ciklonu neuztvertas frakcijas klātbūtni. Iegūtie koksa putekļu frakciju sastāva raksturlielumi ir parādīti 2.10. tabulā.
2.10. tabula. Koksa putekļu frakcionētā sastāva raksturojums
*Aprēķinos pieņemts, ka ciklons uztver daļiņas virs 0,5 µm ar 100% efektivitāti.
Šeit ir redzama daļiņu izkliede daļējas attīrīšanas koeficientu sadalījuma funkcijā, kur ir daļiņu izmērs, kas uztverts ar efektivitāti attiecīgi 84,1, 50 un 16%.


Putekļu dispersijas sastāvs, kur ir to daļiņu diametrs, kurām visu mazāka izmēra daļiņu kopējais svars ir attiecīgi 84,1, 50 un 16% no kopējā putekļu svara.
Caur BC izvadītās liekās gāzes daudzuma noteikšana
Hidrauliskā pretestība
BTs 1 hidrauliskā pretestība ir
430 - 220 = 210 mm. ūdens. Art.
Hidraulisko pretestību nosaka pēc formulas (2.13):
kur =110 - ciklona elementa hidrauliskās pretestības koeficients, tabula. 2.14. = 0,676 - gāzes plūsmas blīvums, kg/m 3; = 4,5 - optimālais plānotais ātrums ciklona elementā, m/s.
Ar plānoto ātrumu ciklona elementā 4,5 m/s līmenī BC hidrauliskā pretestība ir 800 Pa. Atradīsim plānoto ātrumu ciklona elementā ar hidraulisko pretestību 2100 Pa.


kur ir gāzu pārpalikums, tūkst.m3/stundā;
7,515 - 4,5 = 3,015 - starpība starp plānotajiem ātrumiem starp realizēto un optimālo.
tūkstoši m 3 / stundā.
Caur BC 3 izvadītās liekās gāzes daudzuma noteikšana
BTs 3 hidrauliskā pretestība ir
mm. ūdens. Art.
Atradīsim plānoto ātrumu ciklona elementā ar hidraulisko pretestību 1510 Pa.

Ļaujiet mums atrast lieko gāzu daudzumu, kas iziet cauri BC 1.
kur ir gāzu pārpalikums, tūkst.m 3 / stundā;
S = 0,049 - ciklona elementa laukums, m 2;
6,372 - 4,5 = 1,872 - starpība starp plānotajiem ātrumiem starp realizēto un optimālo.
tūkstoši m 3 / stundā.
Pamatojoties uz pētījuma rezultātiem, var izdarīt šādus secinājumus:
1 BC 1 (slodze 100%) hidrauliskā pretestība ir 2100 Pa, BC 3 - 1510 Pa, kas pārsniedz pases vērtības 800 Pa. Paaugstināto pretestību izraisa pārmērīgi liels gāzu daudzums, kas izvadīts caur akumulatoru cikloniem, salīdzinot ar pasē ieteiktajiem. Hidrauliskās pretestības samazināšanai ieteicams uz katra BC papildus uzstādīt putekļu savācēju, ar jaudu vismaz 70 000 m 3 /stundā. Šajā gadījumā putekļu savākšanas efektivitāte nepalielināsies.
2 Ir iespējams palielināt BC putekļu savākšanas efektivitāti līdz 76%. Tas ir iespējams, pārslēdzot BC no putekļu savākšanas režīma uz putekļu koncentrācijas režīmu. Lai to izdarītu, daļu gāzu no BC bunkura nepieciešams novirzīt uz ārēju putekļu savācēju, no kura attīrītās gāzes jāpievieno dūmu nosūcēja ieplūdei. Izmantojot putekļu savācēju ar hidraulisko pretestību ne vairāk kā 1000 ... 1200 Pa, papildu dūmu nosūcēja uzstādīšana nav nepieciešama. Akumulatora ciklona BTs_250R_64_64 modernizācijas variants parādīts 1. attēlā Akumulatora ciklona BTs_250R_64_64 modernizācija saskaņā ar piedāvāto shēmu (4.1. att.) samazinās kopējo hidraulisko pretestību, palielinās putekļu savākšanas efektivitāti līdz 76%, kā arī samazināsies. īpatnējā putekļu slodze putekļu savākšanas otrajā posmā.
Kā otro uztveršanas posmu var izmantot Venturi skruberi.