ラジアルボール盤: 一般的な改造とタイプ。 ラジアルボール盤を使用すると、従来の立形ボール盤よりもはるかに幅広い作業を実行できます。 しかし、そのようなマシンの最良のモデルは何でしょうか? 最良の変更をレビューします。
ラジアルボール盤は、ドリルを備えたベッドがワークピースに対して異なる平面内で移動し、その逆ではないという点でラジアルボール盤とは異なります。
これは、多くのワークピースが大きく、オブジェクトテーブルに固定するのが不便であるためです。 この作業スキームのおかげで、生産性が向上するだけでなく、さまざまなフロー生産テクノロジーの導入がさらに便利になります。 ただし、すべてのラジアルボール盤が使いやすいわけではないことを考慮する必要があります。 それで、今日ロシアで購入できるそのような機械の最高のモデルは何ですか?
ベラルーシのラジアルボール盤
ベラルーシのGS544、2K550、2K552、GS545、2K550Vブランドのラジアルボール盤は、通関手続きなしで最小限の価格で購入できるため、大きな需要があります。 安価で、フレームは信頼性が高く、重量範囲は 950 kg ~ 3.5 トン、出力は 1.5 ~ 4 kW です。
ラジアルボール盤 GS544
これらのマシンには必要なものがすべて揃っています。 GSシリーズは、ドリリングヘッドが任意の角度で回転し、クーラント供給機能を備えたモデルも多く、機能的には劣りますが、最低限の生産ニーズを満たすことができる非常に価値のある製品です。 最大60mmまでの穴あけが可能なため、ほぼあらゆる分野で使用できます。 もちろん、ベラルーシ製のラジアルボール盤のレビューは常に肯定的な評価に満ちているわけではありませんが、これはすべての予算の機器に当てはまります。 これらのモデルの価格は100万ルーブルから始まりますが、このカテゴリのプロ仕様の機器としては、これは非常にわずかです。
もちろん、国家間の関係が悪化しない限り、状況によっては、ベラルーシの機械はかなり普及するでしょう。 最新のニュースから判断すると、ベラルーシからの機器供給も関税の対象となり始める可能性がある。
ロシア製ラジアルボール盤
ロシア製のラジアルボール盤で最も人気のあるモデルは、言うまでもなくソ連製のモデル 2A554 です。 また、2M55 マシンは常に非常に人気があります。 現在、これらのモデルには多くの競合他社が存在します。特に、わずか 950,000 ルーブルで購入できる AC2250 モデルが積極的に置き換えられています。 より安価な改造もあります。たとえば、AC2532ラジアルボール盤の価格は約520,000ルーブルです。 平均的なパフォーマンスモデルAC2540の場合 – 630,000ルーブル。 これはすべて非常に安いです。

ラジアルボール盤 AC2250
ロシアのラジアルボール盤の興味深いところ。 たとえば、ベラルーシのモデルとは競合しません。 彼らは別のニッチを占めています。 たとえば、スピンドル速度の調整は無段階です。 最大穴径は40mmまでです。 しかし、それらは重量と出力に違いはありません - ロシアの機械も1.2および4 kWの出力を持ち、重量は3.5トンに達します。
しかし、技術という点では、ベラルーシのメーカーはいくぶん先を行っています。 それでも、ベラルーシのデバイス、特に GS シリーズはより普遍的です。 しかし、ロシアの機器ははるかに安いです。 品質に関しては、ほぼ同じレベルであり、ソビエトよりわずかに高いです。
ウクライナ製ラジアルボール盤
ウクライナ製ラジアルボール盤はロシアで大きな需要があり、その主な理由は、有段トランスミッションを備えた 2A554 機械が依然としてウクライナで生産されているという事実によるものです。 さらに、興味深いのは、ウクライナの機械がロシアやベラルーシの機械よりも品質が大幅に優れていることです。 したがって、起業家が継続生産のために 2A554 ラジアルボール盤を購入することを決めた場合、配送や通関手続きに余分なお金を払ったとしても、それは理解できます。彼らは単に何年もトラブルなく稼働したいだけなのです。 この機械は、100 年前に機械製造装置がリベット留めされていたオデッサ ラジアル ボール盤工場で製造されています。 この工場はこの種の機械に全力で取り組んでおり、蓄積された経験を維持することができているため、設備の品質は悪くありません。

ラジアルボール盤 2A554
ウクライナのラジアルボール盤も市場でニッチな市場を占めています。 2A554 モデルに加えて、超高出力マシンがオデッサで製造されています。 したがって、モデル 2A576 は 7.5 kW を生成し、重量は 11 トンを超え、最大 100 mm の穴を開けることができます。 しかし、さらに強力なモデル 2A587 もあり、最大 125 mm の穴を開け、重量は約 17 トン、出力は 11 kW です。 どちらの変更も連続可変です
トランスミッションと優れた油圧機構。
中国ラジアルボール盤
中国のラジアルボール盤は非常に一般的です。 たとえば、製造元SMTCLは、ロシア市場に2つの非常に魅力的なモデル、Z3050x16とZ3040を供給しており、94万ルーブルの価格で購入できます。 これらは、最大50 mmの穴を開けることができる多くの機能を備えた非常に興味深い3キロワットの改造です。 スピンドルの回転は段階的に調整され、16 段階の速度があります。

ラジアルボール盤 SMTCL Z3040
これらのモデルは非常に機能的で使いやすく、消費電力が少なく、動作音も非常に静かです。
メーカーは中国のラジアルボール盤は硬化金属合金で作られていると主張しているが、国内の消費者はこれに疑問を抱いている。 原則として、マシンに過負荷をかけなければ、おそらくかなり長時間使用できます。 しかし、公表されている 3 kW の出力は、特に直径 5 cm の本格的な金属加工には十分でしょうか?

Weiss Machinery のラジアルボール盤 MRD32x7
Weiss Machineryは中国のラジアルボール盤の中で非常に人気のある会社です。 たとえば、モデルMRD32x7の場合、価格はわずか130,000ルーブルです。 これは非常に高品質の 1.1 キロワットの機械で、最大 32 mm までの穴あけが可能です。 このメーカーには、より強力なモデル MRD50x16、MRD40x10 もあり、そのレビューは非常に好評です。 もちろん、ウクライナ、ロシア、ベラルーシのマシンと比較すると、これらのモデルは非常に薄っぺらいように見えます。
ちなみに、中国ではチェコのブランドPROMAとスイスのブランドJETで機械を生産しています。 外観的および機能的には、Weiss Machinery および SMTCL と大きな違いはありません。 多くの場合、これらのメーカーのラジアルボール盤の電気回路は同じです。 しかし、マネージャーによれば、品質管理はそっちの方が高いそうです。
要約すると、ベラルーシとウクライナの機械は、量産用と同様に、より実績があることがわかります。 ただし、中国のメーカーは小規模産業に適した、より安価で機能的で経済的なモデルを提供しています。
機械 1 のスピンドルは、格納可能なクイル 5 内に配置されています。フロントサポートには、2 つのラジアルボールベアリングに加えて、穴あけ時のアキシアル荷重を吸収するスラストベアリング 3 もあります。
後部サポートには、それぞれラジアルベアリング 7 とスラストベアリング 6 が含まれています。 スラストベアリングはサポートワッシャー 8 を介してナット 9 で締め付けられます。
ギアボックスからスピンドルへの回転運動の伝達は、ギアボックスのスリーブとスプラインで嵌合するテール部分を介して行われます。
主軸下部には切削工具を取り付けるためのモールステーパ5が付いています。
スピンドル 7 のクイルにはラックが切り込まれており、送りの動きを伝達するように設計されています。 特別なキー 12 によりスピンドルのストロークが制限され、その端がクイルの溝にフィットします。
ピン 2 はスピンドルを極端な位置で停止させる役割を果たし、マイクロスイッチ 10 に作用して電気モーターの電源回路を開きます。

機械の穴あけヘッド
ドリリングヘッドはいくつかのアセンブリユニットで構成されています。 ギアボックスとフィードはヘッドの上部にあります。 油圧システム制御パネルは背面に取り付けられています。 また、ヘッドには電気油圧式のプリセレクション(事前選択)機構が搭載されています。 前のテクノロジー処理モードが終了する前であっても、次のテクノロジー処理モードを実行できるようにします。
スリーブガイド上に配置されており、それに沿って半径方向に簡単に移動できます。
ころがり・すべりガイドを併用することで、動きやすさを確保しています。 加圧状態では、ヘッドとスリーブのガイド間の隙間は0.03~0.05mmで、ヘッドは上部ガイドに沿ってローラーに沿って移動します。
ローラー 1 および 4 は、偏心軸 12 上のボールベアリング 13 に取り付けられています。
ガイド間のギャップは偏心軸 17 を使用して調整されます。

ラジアルボール盤のギアボックス
ボール盤のギアボックスは、24 の回転速度をスピンドルに伝達するように設計されています。 対応する移動ブロックを切り替えることで、異なる主軸回転速度が得られます。 摩擦クラッチは最初のシャフトに配置されており、電気モータードライブとスピンドルの間の運動チェーンを接続する役割を果たします。
すべてのギアとギアを高品質の鋼で作成し、硬化してその後研削することにより、スムーズで静かな動作と高負荷の伝達が保証されます。

ラジアルボール盤用フィードボックス
ボール盤のフィードボックスは主軸と送り機構の間に位置し、ギア 1 を介して主軸から回転運動を受け取ります。
シャフト 6 および 7 の下部サポートは、中間プレート 4 に位置するソケットです。
シャフト 7 にはセレクター ギア 3 があります。追加のセレクター グループが送り機構内にあります。

ラジアルボール盤 2A554 の技術的特徴
| 主な設定 | 2A554 |
|---|---|
| 最大穴あけ直径、mm: | |
| スチール製 | 50 |
| 鋳鉄製 | 63 |
| 糸を切る: | |
| スチール製 | M52x5 |
| 鋳鉄製 | M54x4 |
|
スピンドル軸からコラムガイドまでの距離、mm: |
|
| 最高の | 1600 |
| 少しでも | 375 |
| スピンドル移動量、mm: | |
| 最高の | 400 |
| ダイヤルを一回転 | 120 |
| 文字盤の1目盛り | 1 |
|
コラムに沿ったドリリングヘッドの最大移動量、mm |
1225 |
|
スリーブの周囲の最大回転角度 列軸、度 |
360 |
| スリーブの上下移動速度、m/s | 0,023 |
| スピンドル速度制限、rpm | 18...2000 |
| スピンドルの最大トルク、Nm | 7100 |
| 機械の全体寸法、mm: | |
| 長さ | 2850 |
| 幅 | 1030 |
| 身長 | 3430 |
| 機械重量、kg | 4700 |
ラジアルボール盤は、金属または木製の部品に貫通穴や止まり穴をあけたり、皿穴加工、中ぐり加工、リーマ加工、ねじ切りなどの多くの補助作業を実行するために使用されます。
この記事では、ラジアルドリルユニットについて説明します。 私たちはそれらの機能的目的、適用範囲、設計上の特徴を検討し、人気のある機器モデルを検討します。
1 目的・機能
ラジアルボール盤は、金属、鋳鉄、非鉄合金で作られた部品に穴を形成するために、大量生産と個別生産の両方で広く使用されています。 このクラスの装置の主な動きは、作業ツールであるドリルの回転運動とその往復送りです。
ラジアルユニットは、ワークテーブル上でワークピースを移動させるのが面倒なため、従来の垂直機械での穴あけには適さない大型部品を扱うように設計されています。 標準装備とは異なり、ラジアル機構ではテーブル面に固定された部品は動かず、加工ツールを備えた主軸が必要な位置に移動します。

ユニットの機能は、スピンドルに取り付けられている作業ツールのタイプに直接依存します。 したがって、最新のラジアルボール盤は次の作業を実行できます。
- 掘削;
- 皿穴加工;
- 皿穴加工;
- 展開。
- つまらない;
- 端のトリミング。
- ねじ切り(メートル、インチ)
装置の主な特性は 3 つのパラメータです。最大穴あけ直径、ベッドに対するスピンドルのオーバーハング、および作業テーブルの寸法です。最後の 2 つは、特定のユニットが処理できる部品の寸法を決定します。
1.1 稼働中のラジアルボール盤(ビデオ)
1.2 設計上の特徴
設計の特徴に応じて、すべてのラジアル ユニットは 3 つのグループに分類されます。
- ユニバーサル(固定);
- ポータブル(大型ワークの加工に使用され、装置はクレーンによって供給されます)。
- 自走式(線路に沿ってトロリーで移動、靴を使用して部品に固定)。

マシンの設計は次のコンポーネントで構成されます。
- 基礎スラブ。
- 耐荷重柱。
- 油圧クランプ。
- ロータリースリーブ。
- トラバース。
- ドリリングヘッド。
加工中、ドリリングヘッドはガイドトラバースに沿って移動することも、回転スリーブの動きにより 360° 以内で回転することもできます。 部品自体は、作業台または基礎プレートに直接取り付けられます (特定の機械の設計に応じて)。
基礎スラブに取り付けられる柱は金属パイプで作られています。 上部には昇降機構が取り付けられており、トラバースを垂直面内で移動させます。 ドリリングヘッドは、速度ユニット、送り機構、スピンドルで構成される別個の構造ユニットです。
このような機器の掘削ヘッドは垂直掘削ユニットと同様の設計をしていますが、送り数と回転数が増加しています。 スピンドル速度の増加には効果的な潤滑が必要ですが、これは自動冷却システムによって提供されます (通常、流体リザーバはベース プレートの内側にあります)。
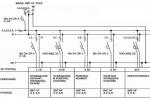
トルクはエンジンからギアで構成されるギアボックスを介してスピンドルに伝達されます。 非同期モーターは駆動装置として使用され、1 台のマシンに 3 ~ 8 個のモーターを取り付けることができ、それぞれが特定の構造ユニットの動作を担当します。 例: 一般的な 2A553 マシンには 7 つのエンジンがあります (電気図は各ドライブの位置を示しています)。

- M1 - 冷却剤ポンプモーター;
- M2 - スピンドルモーター;
- M3 — スピンドル後退を加速するためのモーター。
- M4 - トラバースモーター;
- M5 — トラバース油圧ポンプ モーター;
- M6 - スピードダイヤルエンジン。
- M7 - フィードセットモーター。

この機械の運動図は、送り運動、スピンドルの加速運動、トラバースの垂直運動、トラバースに沿ったドリリングヘッドの運動、スピンドルの回転という 5 つの運動連鎖で構成されています。
2 共通モデル
ソビエト時代に普及し、今日まで製造企業で使用されているラジアル ドリリング ユニットの中で、次の装置モデルに焦点を当てます。
- GS535;
- 2K550;
- 2L53;
- 2N55。
GS545 ラジアルボール盤は、あらゆる空間方向に穴をあけることができ、重量 1.36 トン、寸法 180*925*2260 cm の比較的小型のポータブル構造物であり、次の技術的特徴を備えています。
- 最大穴あけ直径 - 45 mm。
- スピンドルリーチ - 320 ~ 1100 mm。
- 作業フィードの数 - 4 個。
- 最大送り力 - 12 kN;
- メインドライブ電力 - 3000 W;
- スピンドル速度 - 45 ~ 2000 rpm。

GS545 モデルの最新の類似物は、同様の機能を備えた 2K250 ラジアルボール盤です。 このユニットは最大直径 50 mm の穴をあけ、エンジン出力は 4000 W に増加し、送り力は最大 20 kN です。
大型設備の中でも、直径63mmまでの穴あけが可能なラジアルボール盤「2A554」を紹介します。 このユニットの重量は 4 トンで、最大 125*160*160 cm のサイズの部品を扱うことができ、2A554 には最大 2000 rpm を供給する 5500 W エンジンが搭載されています。 供給数 - 24個。
一般的なコンパクトタイプのユニットは、MetalMaster TDR 20 ラジアルボール盤です。これは中国製で、重量は 354 kg、寸法は 88 * 50 * 106 mm と控えめです。 このモデルの技術的特徴を見てみましょう。
- 最大穴あけ直径 - 20 mm;
- スピンドル到達距離 - 最大 370 mm;
- メインドライブ電力 - 750 W;
- スピンドル速度 - 210 ~ 2000 rpm。
TDR 20 の平均市場価格は 195,000 ルーブルで、価格と品質の比率の点では、このクラスで最高のモデルの 1 つです。

量産で使用するCNCラジアルボール盤を別カテゴリーに含めます。 CNC (数値制御) システムを使用すると、装置の操作を完全に自動化できるため、生産性と部品加工の精度が向上します。
CNC ユニットの制御におけるオペレータの役割は最小限に抑えられ、機械の動作は作業ツールの移動の周波数と軌道を設定するプログラムによって制御されます。 国内業界では、CNC 穴あけ装置の最も一般的なモデルは、Sterlitamak 工作機械工場で製造された 2Р135Ф2 機械です。
また、電気回路基板を穴あけするために設計された、卓上小型無線アマチュア穴あけ機などのユニットにも注目します。 実績のあるモデルは、5166A (国内)、ZJ-3104、BG-5158 (中国) です。
2.1 典型的な故障
生産現場では、このような機械は重労働で継続的な作業条件下で操作されるため、掘削ユニットの使用中に発生するあらゆる種類の故障は珍しいことではありません。 最も生産性が高いですが、同時にさまざまな種類の損傷を受けやすいのは、2N55 シリーズの油圧ドライブを備えた機械です。

典型的な障害とその解決方法のリストを示します。
| 問題 | 原因 | 修理方法 |
| カラムクランプの油圧ドライブに圧力がかかっていない | ポンプ(No.19)またはバルブ(No.18)が壊れている | 安全弁またはポンプ全体の交換 |
| ドリルヘッドの油圧ドライブに圧力がかかっていない | バルブ(9番または10番)またはポンプ(1番)が壊れている | 故障したコンポーネントの交換 |
| カラムのスピン/クランプが発生しない | ディストリビューター(No.17)の固着、またはスプールスプリングの破損 | スプリング交換、スプール洗浄、プランジャーラック(No.8)の点検も必要です。 |
| ドリルヘッドがリリース/クランプしない | ピストンの詰まり(No.7( | 本体は分解して洗浄します |
| 送り速度は調整できません | ディストリビュータースプール (No. 2) が詰まっているか、プリセレクタープランジャー (No. 15) が固着しています。 | ユニットを分解して洗浄した後、スプール/プランジャーを研磨します。 |
| クラッチ調整不可 | スプール(No.1)またはピストン(No.4)が詰まっている | 分解・洗浄・ラッピング |
| スピンドルブレーキが効かない | プランジャー詰まり(No.6) | 分解・洗浄 |
重大な損傷の除去や機器の大規模な修理は、専門の専門家に委託することをお勧めします。 保守性の点では、ソ連の機器はスペアパーツが入手可能で安価であるという大きな利点を持っています。
ラジアルボール盤は、修理生産、造船、機械工学などの単一および小規模生産での重量と寸法の大きなワークピースの加工に使用されます。
ラジアルボール盤 Jet JRD-1600W
垂直ボール盤の主な利点は、部品を再設置することなく、いつでも部品を処理できることです。 これにより時間が節約され、精度が向上します。 大きくて重い部品を再度取り付けるのは時間のかかる作業であり、位置合わせが崩れる可能性があります。 それらの。 移動するのはワークピースではなく、ワークピースに対する主軸です。
ラジアルボール盤では、部品を機械加工するための標準的な穴あけ作業を実行でき、また、装置に特殊な工具や装置を装備することで、穴を開けたり、研削したりすることができます。 それらは普遍的なものです。
指定
分類によれば、ENIMS は次のように指定されます。マーキングの最初の数字はグループ「ボール盤およびボーリングマシン」を示し、2 番目はタイプ「ラジアルボール盤」、3 番目と 4 番目は最大穴あけ直径を示します。 手紙 - 機械は近代化されました。 たとえば、2B56 は最大穴あけ径 60 mm のラジアルボール盤です。
工作機械の最新の輸入モデルには指定基準がありません。各メーカーは独自の基準に従ってモデルを指定します。 たとえば、Optimum はラジアル マシンを軽量 (RB) と重量 (DR) に分類しています。RB6、RB8、DR5、DR6。 プロマは重機 RV-32 の略です。 ジェット – JRD: JRD-460、JRD-720R、JRD-1100R。
標準がないため混乱が生じ、類似体の選択が複雑になります。
レイアウト
ストーブの上に支柱とテーブルが設置されたユニークなレイアウトの装置です。 トラバースは柱に取り付けられており、垂直位置で柱に沿って移動します。また、柱に対して 360 度回転する機能もあります。 ドリリング (スピンドル) ヘッドがトラバースに取り付けられ、トラバースに対して水平方向に移動します。 独立したユニットとして設計されています。 特定の位置に固定する必要がある場合は、この目的のためのクランプ機構があります。
市場では、垂直ボール盤とレイアウトが似ている卓上ラジアルボール盤を見つけることができます。 クラシック レイアウトとの主な違いは、テーブルをトラバースではなく垂直方向に移動できることです。
ラジアルボール盤2N55の運動図の一例
機械の回転速度、ドリリングヘッド速度、機械送りの範囲は多岐にわたります。
ブランド
今日、ソビエトの機器は輸入された類似品に置き換えられています。 主な輸入国は中国、トルキエ、イタリア、ドイツです。
Optimum、Proma、Jet、Knuth は各メーカーから高い評価を得ています。
ラジアルボール盤は、単一ユニットおよび小規模生産でワークピースにあらゆる種類の穴あけ作業を実行できるように設計されています。 このタイプの機械は、固定されたワークピースに対して工具を備えた機械のスピンドルを移動させることによって、加工される穴と切削工具の軸の位置合わせが実行されるという事実によって特徴付けられます。 これを行うために、機械には工具が固定される可動主軸ヘッドと、主軸の回転と送り動作を保証する機構が備えられています。
図3.3にラジアルボール盤の全体図を示します。
米。 3.3. ラジアルボール盤
機械には基礎プレートが付いています 1 柱が取り付けられた状態で 2 。 回転スリーブがカラムに取り付けられています 3, トラバースが接続されている場所 4. トラバースは水平ガイドに沿って主軸ヘッドを移動します。 7 、そこにはギアボックスとフィードボックスが配置されています。
主な切断動作 Dgそして餌の動き D S機械上の各動作は主軸の回転と軸方向の移動によって実現されます。 私は12歳。 機械スピンドルは、37.5 ~ 1900 rpm の範囲の 18 の異なる回転速度と、0.1 ~ 1 mm/rev の範囲の 6 つの送り速度を受け取ることができます。
工作物に対する工具を使用して主軸の位置を変更するには、機械コンポーネントに補助 (取り付け) 動作を与えます。 このような動きには次のものが含まれます。 トラバースの回転 4 列軸に対して 3 、電動モーターを使用してトラバースを上昇および下降させます。 5 と送りネジ 6 、スピンドルヘッドの半径方向の動き 7 トラバース沿いに。
工具が加工中の穴の指定深さに到達すると、送り動作が自動的にオフになる機構によって実行されます。 10 。 加工を開始する前に、この機構はハンドルを使用して指定された穴の深さに調整されます。 R8。 これを行うには、次のことを行う必要があります。
ハンドルを持ってくる R11工具がワークピースに接触する。
ハンドルを回すと解除されます R8反時計回りの機構リング(リム)にはリスクがあります。
指定した穴深さに対応するダイヤル目盛の目盛りが、主軸頭本体に刻まれている定点マークと一致するまでダイヤルを回してください。
ハンドルを回してダイヤルを固定する R8時計回りに。
加工中のワークを設置して固定するために、機械にはテーブルが付いています 11. 特に大きくて重い製品を処理する場合、後者は基礎スラブに直接設置および固定されます。
機械には、個々のコンポーネントとデバイスをセットアップ、移動、固定するためのハンドルが装備されています。 9 特定の工具と加工されるワークピースの材質の切削モードのパラメータを決定します。
ハンドルの使い方 P1トラバースはコラムとハンドルに固定されています R2主軸頭をトラバース上の所定の位置に固定します。 ハンドル R3送り値を設定する について、ハンドル R4, R5そして R12指定された主軸速度を設定するために使用されます 12. ハンドル R7スイッチを入れてスピンドルの回転方向を反転し、コラムに沿ってトラバースを移動します。 3 。 レバー R11スピンドルを手動で素早く上下に動かす機能を実行します。 その助けを借りて、工具によるスピンドルの機械送りがオンになります。 ハンドルによる手動送り動作を実現 R9。 フライホイール R10主軸ヘッドをトラバースに沿って移動させます。 レバー R6コラムを中心にトラバースを回転させるように設計されています 3 .