写真
ヤシャ・フォーゲルハルト
Varton グループ企業は、Gauss および Varton ブランドで LED ランプを製造しています。 それらはオフィス、住宅、倉庫、街路に設置されており、合計すると同社は数千種類の異なる照明器具を製造しています。 生産と研究所は、モスクワから車で 3 時間のトゥーラ地方ボゴロディツク市にあります。 村はそこに行き、LEDオフィス照明がどのように作られているかを学びました。
生産
同社のゼネラルディレクターであるイリヤ・シフツェフ氏が、色鮮やかな建物の前で私たちを出迎えてくれました。 建物はいくつかのフロアに分かれており、最上階に上がると、役員のオフィスとショールームがあります。 すべての棚にさまざまなランプがあります。 一般に、照明用の最も一般的なランプには、白熱灯、蛍光灯、ハロゲンランプ、LED ランプの 4 種類があります。 ワートン工場は後者を専門としています。
電球自体、LED モジュール、その他の重要なコンポーネントはここで生産されておらず、中国、韓国、フィンランド、オーストリアから購入されています。 「内側に行けば行くほど、動作が遅くなり、非効率になります」とイリヤは説明します。 これらの企業はすべて、口金 (内部にアルミニウムが入ったプラスチック部品)、口金と LED モジュール、そして最後に光りを担うドライバーといういくつかの要素から電球を組み立てています。 放散要素 (ほとんどの場合プラスチック製) がこの構造の上部に配置されます。 したがって、ランプハウジングとディフューザーはここで製造され、すべてが組み立てられてサプライヤーに出荷されます。 さまざまなランプや照明器具をテストする実験室もあります。
研究生産センター「ヴァートン」
LEDランプの製造
位置:
ボゴロディツク、トゥーラ地方
開業日: 2012年
従業員数: 500名社内の従業員 (そのうち 250 人が工場にいます)
工場面積: 20,000 平方メートル km
varton.ru






テクノロジー
LED テクノロジーの背後にある考え方は、LED が熱を発生するということです。 LED は小さいため、大量の光を発生し、その結果、熱が発生します。 後者はアルミニウムプレートを使用して中和する必要があります。 たとえば、LED からの温度は 80 度で、ヒートシンクに進み、最終的にはランプからの温度は 45 度まで下がります。 LED ランプの寿命は平均して 50,000 時間です。 「一般に、LED 自体には問題はありません」と Ilya Sivtsev 氏は説明します。 「すべてが正しく表示されていれば、10 万時間動作します。」 問題は電源にあり、ほとんどの場合、最初に故障します。
ケース製作
プロセス全体は、ランプ用の金属ハウジングの製造から始まります。 金属は巨大なロール状に巻かれており、最も重いものでは4.5トンにもなる。 次に、そのようなリールはクレーンで吊り上げられ、巻き出し機に移送されます。 その主な目的は、金属シートをゆっくりと巻き戻して自動ラインに供給することであり、その最初の作業は矯正です。 古い洗濯機の脱水機に似た機械を使用して、金属シートが完全に平らに作られ、さらに次のステーションに正しく入るように設置によって流れの方向が決まります。
そして、自動スタンプを使用して、必要なすべての穴が金属に自動的に切り出されます。 この後、ギロチンは必要な長さのロールの一部を鋭く音を立てて切り取り、曲げステーションに進み、そこで機械が将来の本体の長辺を曲げて封筒のように折ります。 ロボットはこの構造をひっくり返し、別の機械が本体の端を曲げられるようにします。これは「タブ曲げステーション」と呼ばれます。 ラインはクリンチで終わります。これは、溶接や不要なリベットやボルトを使用せずに金属と金属を固定する方法の名前です。 その結果、それ自体を保持するフックが得られます。 つまり、17.3 秒ごとに各コンベアで新しい製品が準備され、従業員がそれを拾って、ゲームのジェンガのように山積みにします。
すべての機器はセンサー内にあります。完成したハウジングがラインから取り外されない場合、機械は停止し、製品がラインから取り出されるまで待機します。 これが大衆政党が2つのラインで行うことです。
限定版と試用版の場合は、もう少し手間をかける必要があります。プロセスは同じですが、機器が異なります。 「気をつけてください、彼は当たるかもしれません」とイリヤは私たちに警告します。 デバイスから数歩離れます。プラットフォームは常に移動しており、急速に加速する可能性があるため、床にはそれを超えることを禁止するマークがあります。 この自動機械(座標パンチングプレス)では、金属シートに穴が開けられ、その後シートベンダーに運ばれ、曲げたり回転したりするすべての作業が自動的に行われます。必要なプログラムを選択するだけです。 プロセスの中には手動で行う必要があるものもあります。 工場では、小規模シリーズ専用のこのようなラインが必要です。










絵画
将来のランプの完成したハウジングは、カルーセルに似た装置で塗装されます。ハウジングはワイヤー上のフックに吊り下げられ、あるステーションから別のステーションにゆっくりと移動します。 すべては洗浄から始まります。化学溶液を使用した特殊なシャワーで金属から油分を取り除き、その後ケースを乾燥機に入れ、280 度の温度で表面から水分を蒸発させます。 冷却後、粉体塗装室に入ります。自動ガンが上から下に移動し、均一な塗料の層で車体を覆います。 確かに、そのような塗料は隅には入り込まないため、特別なスーツを着た従業員が今も独房で働いており、自動拳銃が届かない部分を塗装しています。 塗料は重く、表面に張り付いているようです。 これが起こらなければ、チャンバーの底の空気圧によって床の穴から空気が吸い込まれ、再び塗装に供給されます。 その後、ペイントを「焼き付ける」必要があるため、部品は硬化オーブンに入れられます。 チャンバーのサイズは、製品の開始から終了までの全行程に約 20 分かかるような大きさです。 これで本体の準備は完了です。フックから取り外して組み立てに出すことができます。
イリヤ・シフツェフ氏によると、集会は2つのチームによって行われ、一方は男性が、もう一方は女性が大半を占めるという。 前者は、できれば小さな独占シリーズでハードな仕事を引き受け、女性はスピードと明快さが必要とされる制作作業で良い仕事をすると彼は言う。 本質は同じです。モジュールとドライバーは塗装されたケースに挿入され、ドライバーは電流が流れる端子台に接続されます。 ほとんどすべてが手作業で組み立てられますが、ドライバーを使用する場合もあります。
しかし、同社はボルトやネジなどの留め具を廃止し、スナップロックを採用しようとしている。こうすることで部品をボディに直接取り付けることができる。 組み立て中は各テーブルのランプが交互に点灯し、従業員が各製品の機能を確認します。 工場の品揃えには 1,000 以上の品目が含まれており、これほど多くの製品を自動化するのは困難であるため、これらはすべて手作業で行われます。 従業員は組み立てに関して独自の基準を持っています。たとえば、ある組み立て業者の 1 日の標準は 363 製品です。 通常、工場では 8 秒ごとに完成品を生産するよう努めています。
シフトごとに組み立てられるこれらのモデルは順序によって異なります。私たちの訪問中、それらは医療用(密閉されている)、緊急用(電源がオフになってもさらに 3 時間動作し続ける)、およびフロー用(倉庫に補充するため)を収集していました。 )。 各ランプにはディフューザーが必要で、工場では「プリズム」、「オパール」、「クラッシュアイス」など 5 種類のディフューザーが生産されています。 顧客が必要なモデルを選択するため、アセンブリはランプにディフューザーを置くのではなく、梱包するだけです。 ディフューザーは大きなポリカーボネート シートの形で工場に到着し、必要なサイズのシートに切断されます。
一部のランプ本体はプラスチックでできており、そのようなモデルは安価であるため、このモデルはおそらくほぼすべての入り口で見ることができます。 射出成形機が設置されている工場で生産されています。 それは次のように起こります。プラスチックの顆粒が上から機械に注がれ、後で機械がそれを溶かします。 すべての部品は 2 つの部分からなる金型で生まれ、金型が閉じられると、300 度の温度で熱いプラスチックの塊が供給されます。 金型が開き、ロボットが結果として得られた製品を取り出します。これにはすべて 98 秒かかります。 次に、従業員が手動でディフューザーを分離し、壊れた領域をわずかにトリミングします。
同じ工場では街路照明も生産しています。 「開発はより複雑ですが、製造は簡単です」とイリヤは言います。 ランプは巨大なアルミニウムの梁で作られており、その長さは6メートルに達することもあります。 特別な装置を使用して、ビームはプレス機を通して高温で駆動されます。プレス機の中に、切断の方向を決定する型、つまりダイがあります。 次に従業員が穴を開け、丸刀を使って必要なサイズに切り出します。












倉庫と研究室
完成品の一部は最終的に 3,500 平方メートルの倉庫に保管されます。 倉庫には合計約 2,000 個のパレット置き場があります。 倉庫の隣には工場の実験室があり、従業員が製品の耐久性をテストし、サプライヤーから購入した電球を検査します。
研究室に入るとまず目に飛び込んでくるのは、扉が開いた巨大なボールです。 これは、すべての測定が行われ、照明装置の技術的特性がチェックされる測光ボールです。 基本的に、電球はここでテストされます。電球は中央にねじ込まれ、閉じられ、必要なインジケーターがすべて読み取られます。
さらに壁に沿ってランプが置かれた棚があります - これらは劣化スタンドです。 光がとても明るくて、まるで写真スタジオで写真を撮っているような気分になります。 これらすべての電球は24時間点灯していることがわかりました。これは、研究室のスタッフがランプがどれくらいの時間動作するか、およびこれらの指標が宣言された指標とどのように異なるかを確認する方法です。 さらに、ランプの耐用期間中、作業員は各ランプの測定値を取得し、時間の経過とともにどのように変化するかを記録します。 従業員が 1,000 時間後にランプが切れたことを確認した場合、これはバッチ全体を再度チェックする必要があるという兆候です。
ランプのテストはこれで終わりではありません。 次の機械では、電球の防塵性をチェックできます。その目的は、対象物に埃を振りかけることです (タルクがこの役割を果たします)。 次に来るのは気候室で、最高と最低の両方の異なる温度を設定し、その温度で電球がどのように動作するかを確認できます。
テストの 1 つの現場はプールに似ており、壁と床の両方がタイルで舗装されています。 ここで彼らはランプがどれだけ水に強いかをチェックします。 テストの1つは次のようになります。ランプは回転する特別なプラットフォームに固定されており、同時に消火栓から強い水流がランプに当たります(圧力の程度は変更できます)。
しかし、研究室で最も興味深いのは、光度曲線 (ランプの輝き方) やその他の照明パラメーターを測定するのに役立つ装置がある別の部屋です。 部屋は広く(長さ 18 メートル、高さ 6 メートル)、完全に黒く、ベルベットのような布張りの壁、天井、そしてラジエーターさえも黒です。 部屋の入り口には、複数の鏡と回転する梁を備えた柱があり、上部には 3 つの検出器 (1 つは色用、2 つは光用) を備えた装置があります。 テストは 2 段階で行われます。特別なフレームの中央にランプが設置され、テストが開始されるとこのフレームが回転し、検出器を備えたロッドがランプの周りを回転して、さまざまな面で測定します。



白熱灯は人間の生活に重要な役割を果たした最初の電気照明装置です。 これにより、人々は時間に関係なく仕事を進めることができます。
他の光源と比較して、このデバイスは設計がシンプルであることが特徴です。 光束は、ガラス球の内部にあるタングステン フィラメントによって放射され、その空洞は深い真空で満たされています。 その後、耐久性を高めるために、真空の代わりに特殊なガスがフラスコに注入され始めました。これがハロゲンランプの登場方法です。 タングステンは融点が高く、耐熱性の高い材料です。 これは非常に重要です。なぜなら、人が輝きを見るためには、電流が流れるために糸が非常に熱くならなければならないからです。
創作の歴史
興味深いことに、最初のランプではタングステンが使用されておらず、紙、グラファイト、竹などの他の多くの素材が使用されていました。 したがって、白熱灯の発明と改良の栄誉はすべてエジソンとロディギンにあるという事実にもかかわらず、すべての功績を彼らだけに帰するのは間違いです。
個々の科学者の失敗については書きませんが、当時の人々の努力の主な方向性を示します。
- 最適なフィラメント素材の探求。 耐火性と高い耐性を特徴とする材料を見つける必要がありました。 最初の糸は竹の繊維から作られ、その繊維はグラファイトの薄い層で覆われていました。 竹は絶縁体として機能し、グラファイトは導電性媒体として機能しました。 層が小さいため、(必要に応じて)抵抗が大幅に増加しました。 すべてはうまくいきましたが、石炭のベースが木なので急速に発火してしまいました。
- 次に、酸素は燃焼プロセスにとって重要な要素であるため、研究者らは最も厳しい真空状態を作り出す方法を考えました。
- この後、電気回路のコネクタと接点コンポーネントを作成する必要がありました。 この作業は、高い抵抗を特徴とするグラファイトの層を使用することで複雑になったため、科学者は貴金属であるプラチナと銀を使用する必要がありました。 これにより電流伝導率は向上しましたが、製品のコストが高すぎました。
- 注目に値するのは、E27 とマークされたエジソンベースのスレッドが今日でも使用されているということです。 接点を作成する最初の方法にははんだ付けが含まれていましたが、今日のこの状況では、すぐに交換できる電球について話すのは困難です。 そして、強い加熱を加えると、そのような化合物はすぐに崩壊してしまいます。
現在、そのようなランプの人気は急激に減少しています。 2003 年にロシアでは供給電圧の振幅が 5% 増加しましたが、現在ではこのパラメータはすでに 10% になっています。 これにより、白熱電球の寿命が 4 分の 1 に短縮されました。 一方、電圧を同等の値に戻すと、光束出力は最大 40% まで大幅に減少します。
トレーニング コースを思い出してください。学校に戻ると、物理教師が、タングステン フィラメントに供給される電流の増加に伴ってランプの輝きがどのように増加するかを実証する実験を行いました。 電流が高くなるほど、放射線の放射が強くなり、熱も多くなります。
動作原理
ランプの動作原理は、フィラメントに流れる電流によるフィラメントの強力な加熱に基づいています。 固体物質が赤い輝きを発し始めるには、その温度が 570 度に達する必要があります。 摂氏。 このパラメータが 3 ~ 4 倍に増加した場合にのみ、放射線が人間の目に快適になります。
このような耐火性を特徴とする材料はほとんどありません。 手頃な価格設定のため、融点が 3400 度のタングステンが選択されました。 摂氏。 発光面積を増やすために、タングステンフィラメントを螺旋状にねじります。 動作中は最大2800度まで加熱されます。 摂氏。 このような放射線の色温度は2000〜3000 Kで、日光とは比較にならない黄色がかったスペクトルを与えますが、同時に視覚器官に悪影響を及ぼしません。
タングステンは空気中に入るとすぐに酸化して分解します。 上で述べたように、真空の代わりにガラス フラスコをガスで満たすことができます。 私たちは不活性窒素、アルゴン、またはクリプトンについて話しています。 これにより、耐久性が向上するだけでなく、グロー強度も向上しました。 耐用年数は、ガス圧力が高いグロー温度によるタングステン フィラメントの蒸発を防ぐという事実によって影響を受けます。
構造
一般的なランプは次の構造要素で構成されます。
- フラスコ;
- 真空または不活性ガスが内部に注入されます。
- フィラメント;
- 電極 - 電流端子。
- フィラメントを保持するために必要なフック。
- 脚;
- ヒューズ;
- ベースは、ハウジング、絶縁体、底部のコンタクトで構成されます。
導体、ガラス容器、リード線で作られた標準バージョンに加えて、特殊な目的のためのランプもあります。 ベースの代わりに、他のホルダーを使用するか、追加の電球を追加します。
ヒューズは通常、フェライトとニッケルの合金でできており、電流端子の 1 つのギャップに配置されます。 多くの場合、それは脚にあります。 その主な目的は、ねじが切れた場合にフラスコを破壊から保護することです。 これは、破損すると電気アークが形成され、導体の残骸が溶けてガラス球に落ちるという事実によるものです。 高温のため爆発し、火災の原因となることがあります。 ただし、ヒューズの効率が低いことが長年にわたって証明されているため、ヒューズの使用頻度は低くなります。
フラスコ
ガラス容器はフィラメントを酸化や破壊から保護するために使用されます。 フラスコの全体の寸法は、導体を構成する材料の堆積速度に応じて選択されます。
ガス環境
以前は例外なくすべての白熱灯が真空で満たされていましたが、現在ではこのアプローチは低出力光源にのみ使用されています。 より強力なデバイスには不活性ガスが充填されています。 ガスのモル質量は、フィラメントが放出する熱に影響します。
ハロゲンはハロゲンランプのバルブにポンプで注入されます。 フィラメントをコーティングしている物質が蒸発し始め、容器の内側にあるハロゲンと相互作用します。 反応の結果、化合物が形成され、それが再び分解して糸の表面に戻ります。 これにより、導体の温度を高めることが可能となり、製品の効率と寿命が向上しました。 このアプローチにより、フラスコをよりコンパクトにすることも可能になりました。 設計上の欠陥は、電流を流したときの導体の抵抗が最初は低いことに関連しています。
フィラメント
フィラメントの形状は異なる場合があります。どちらを選択するかは電球の仕様によって異なります。 断面が丸い、螺旋状にねじられた糸が使用されることがよくありますが、テープ導体が使用されることはほとんどありません。
最新の白熱灯は、タングステンまたはオスミウム - タングステン合金で作られたフィラメントによって電力を供給されます。 従来のらせんの代わりに、二重らせんおよび三重らせんをねじることができ、これはねじりを繰り返すことによって可能になります。 後者は熱放射の減少と効率の増加につながります。
仕様
光エネルギーとランプ電力の関係を観察するのは興味深いことです。 変化は直線的ではありません。75 W までは発光効率が増加し、それを超えると減少します。
このような光源の利点の 1 つは、光がほぼすべての方向に同じ強度で放射されるため、均一な照明であることです。
もう 1 つの利点は、パルス光に関連しており、特定の値では重大な目の疲労につながります。 リップル係数が 10% 以下が正常値と考えられます。 白熱灯の場合、最大パラメータは 4% に達します。 最悪の指標は、電力が 40 W の製品です。
利用可能なすべての電気照明の中で、白熱電球が最も熱くなります。 電流の大部分は熱エネルギーに変換されるため、このデバイスは光源というよりもヒーターに似ています。 発光効率は5~15%です。 このため、法律には、たとえば 100 W を超える白熱灯の使用を禁止する一定の規則が含まれています。
通常、60 W のランプは 1 つの部屋を照らすのに十分であり、わずかに加熱されるのが特徴です。
発光スペクトルを考慮し、自然光と比較すると、2 つの重要な観察が得られます。そのようなランプの光束には、青色光が少なく、赤色光が多く含まれています。 ただし、結果は許容範囲内であり、日光源の場合のように疲労を引き起こすことはないと考えられます。
動作パラメータ
白熱電球を使用する場合は、その使用条件を考慮することが重要です。 -60 度以上 +50 度以下の温度で屋内および屋外で使用できます。 摂氏。 この場合、空気湿度は 98% (+20 ℃) を超えてはなりません。 これらのデバイスは、光の強度を変更することで光出力を調整するように設計された調光器と同じ回路で動作できます。 無資格者でも独自に交換できる安価な製品です。
種類
白熱灯を分類するにはいくつかの基準がありますが、これについては以下で説明します。
照明効率に応じて、白熱電球は次のように分類されます (最悪から最高まで)。
- 真空;
- アルゴンまたは窒素アルゴン。
- クリプトン;
- キセノンまたはハロゲンと赤外線反射板がランプ内に取り付けられており、効率が向上します。
- 赤外線を可視スペクトルに変換するように設計されたコーティングが施されています。
白熱灯には、その機能的目的とデザイン上の特徴に関連して、さらに多くの種類があります。
- 汎用 - 70 年代。 前世紀では、それらは「通常の照明ランプ」と呼ばれていました。 最も一般的で多数のカテゴリは、一般照明および装飾照明に使用される製品です。 2008 年以降、このような光源の生産は大幅に減少しましたが、これは多数の法律の採用が原因です。
- 装飾目的。 このような製品のフラスコは、優雅な数字の形で作られています。 最も一般的なタイプは、直径 35 mm までのキャンドル型のガラス容器と球形 (45 mm) です。
- 現地での予定。 設計は最初のカテゴリと同じですが、12/24/36/48 V という低電圧で動作します。通常、ポータブル ランプや、作業台、機械などを照らす装置に使用されます。
- 塗装された電球による照明。 多くの場合、製品の出力は25 Wを超えず、着色のために内部空洞は無機顔料の層で覆われます。 外側の部分が着色されたワニスで塗装されている光源を見つけることはそれほど一般的ではありません。 この場合、顔料はすぐに色褪せて崩れてしまいます。
- 鏡張り。 電球は特殊な形状で作られており、反射層(たとえばアルミニウムをスプレーすることによって)で覆われています。 これらの製品は、光束を再分配し、照明効率を高めるために使用されます。
- 信号。 あらゆる情報を表示することを目的とした照明製品に組み込まれています。 これらは低電力が特徴で、長期間の動作向けに設計されています。 現在では LED の普及により、それらはほとんど役に立ちません。
- 輸送。 車両に使用されるランプのもう 1 つの広範なカテゴリ。 高い強度と耐振動性が特徴です。 強力な固定と、狭い状況でもすぐに交換できることを保証する特別なベースを使用しています。 6Vからの電源供給が可能です。
- スポットライト。 高い発光効率を特徴とする最大10kWの高出力光源。 スパイラルはコンパクトに配置されており、より良い焦点を確実にします。
- フィルム投影や医療機器などの光学機器で使用されるランプ。
特殊ランプ
白熱灯にはさらに具体的な種類もあります。
- 配電盤 - 配電盤で使用され、インジケーターの機能を実行する信号灯のサブカテゴリ。 滑らかな平行接触を備えた細長い長方形の小型製品です。 このため、ボタンに配置することができます。 「KM 6-50」と表記されています。 最初の数字は電圧を示し、2 番目の数字はアンペア数 (mA) を示します。
- 白熱灯または写真用ランプ。 これらの製品は、正規化強制モード用の写真機器に使用されます。 発光効率と色温度が高いのが特徴ですが、寿命が短いです。 ソ連のランプの出力は500Wに達しました。 ほとんどの場合、フラスコは曇っています。 今日、それらは実際には使用されていません。
- 投影。 スライドプロジェクターに使用されます。 高輝度。
ダブルフィラメントランプにはいくつかの種類があります。
- 車用。 1 つの糸はロービームに使用され、もう 1 つはハイビームに使用されます。 リアライト用のランプを考えると、スレッドはそれぞれブレーキライトとサイドライトに使用できます。 追加のスクリーンは、ロービームランプで対向車のドライバーを盲目にする可能性のある光線を遮断します。
- 飛行機用。 着陸灯では、1 つのフィラメントを低光用に使用し、もう 1 つのフィラメントを高光用に使用できますが、外部冷却と短時間の動作が必要です。
- 鉄道信号機用。 信頼性を高めるには 2 つのスレッドが必要です。1 つが燃え尽きると、もう 1 つが点灯します。
引き続き特殊な白熱灯について考えてみましょう。
- ヘッドライト ランプは、移動する物体用に複雑な設計になっています。 自動車および航空技術で使用されます。
- 慣性が低い。 細いフィラメントが入っています。 光学式録音システムや一部の種類の写真電信で使用されました。 より近代的で改良された光源があるため、現在ではほとんど使用されません。
- 暖房。 レーザープリンターやコピー機の熱源として使用されます。 ランプは円筒形で、回転する金属シャフトに固定されており、そこに紙とトナーが塗布されます。 ローラーが熱を伝え、トナーが広がります。
効率
白熱灯の電流は目に見える光に変換されるだけではありません。 1 つの部分は放射線に使用され、もう 1 つは熱に変換され、3 番目の部分は視覚器官によって検出されない赤外線に変換されます。 導体温度が 3350 K の場合、白熱灯の効率は 15% になります。 温度 2700 K の従来の 60 W ランプは、最小効率が 5% であるという特徴があります。
効率は導体の加熱の程度によって向上します。 ただし、フィラメントの加熱が高くなるほど、耐用年数は短くなります。 たとえば、温度 2700 K の電球は 1000 時間点灯しますが、3400 K ではその数分の 1 です。 供給電圧を 20% 増やすと、輝きは 2 倍になります。 耐用年数が 95% 減少するため、これは不合理です。
長所と短所
白熱灯は最も手頃な価格の光源である一方で、多くの欠点があるという特徴があります。
利点:
- 低コスト;
- 追加のデバイスを使用する必要はありません。
- 使いやすさ;
- 快適な色温度。
- 高湿度に対する耐性。
欠点:
- 脆弱性 - すべての規則と運用上の推奨事項に従った場合、700 ~ 1000 時間。
- 弱い光出力 - 効率は 5 ~ 15%。
- 壊れやすいガラス製フラスコ。
- 過熱すると爆発の可能性。
- 火災の危険性が高い。
- 電圧降下により寿命が著しく短くなります。
耐用年数を延ばす方法
これらの製品の耐用年数が短くなる理由はいくつかあります。
- 電圧変動。
- 機械的振動。
- 周囲温度が高い。
- 配線の接続が切れている。
- 電源電圧範囲に適した製品を選択してください。
- わずかな振動でも故障の原因となりますので、動作は必ずスイッチを切った状態で行ってください。
- 同じソケットでランプが切れ続ける場合は、交換または修理する必要があります。
- 踊り場で操作する場合は、電気回路にダイオードを追加するか、同じ電力の 2 つのランプを並列に接続します。
- スムーズにスイッチをオンにするために、電源回路のブレークにデバイスを追加できます。
技術は止まっているわけではなく、常に発展しているため、現在、従来の白熱灯は、より経済的で耐久性のある LED、蛍光灯、および省エネ光源に置き換えられています。 白熱灯が生産される主な理由は、依然として、確立された生産だけでなく、技術の観点から見て発展が遅れている国々の存在です。
今日、そのような製品はいくつかの場合に購入できます。家やアパートのデザインによく適合するか、柔らかく快適な放射スペクトルが好きです。 技術的には、これらはとうの昔に時代遅れの製品です。
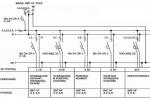
白熱電球の構造を分析する (図 1、 あ) その構造の主要部分はフィラメント本体であることがわかります。 3 、光放射が現れるまで電流の影響下で加熱されます。 ランプの動作原理は実際にはこれに基づいています。 フィラメント本体は電極を使用してランプ内に固定されています 6 、通常は端を保持します。 電極を通じて、電流はフィラメント本体にも供給されます。つまり、電極は端子の内部リンクでもあります。 フィラメント本体の安定性が不十分な場合は、追加のホルダーを使用します。 4 。 ホルダーはガラス棒にはんだ付けにより取り付けられています 5 、スタッフと呼ばれる、先端が太くなっています。 ポストは複雑なガラス部品である脚に関連付けられています。 脚は図 1 に示されています。 b、電極で構成されます 6 、プレート 9 、シュテンゲル 10 、これは空気がランプの電球から送り出される中空の管です。 中間端子間の一般的な接続 8 、スタッフ、プレート、ロッドが刃を形成します。 7 。 ガラス部分を溶かして接続し、その際に排気穴を開けます。 14 排気管の内部空洞をランプバルブの内部空洞に接続する。 電極を介してフィラメントに電流を供給する 6 中間を使用する 8 そして外部からの結論 11 、電気溶接によって相互に接続されます。
図 1. 白熱電球の構造 ( あ) と彼女の足 ( b)
ガラス電球は、フィラメント本体および電球の他の部分を外部環境から隔離するために使用されます。 1 。 フラスコの内部空洞から空気がポンプで排出され、代わりに不活性ガスまたは混合ガスがポンプで注入されます。 2 その後、ロッドの端が加熱されて密封されます。
ランプに電流を供給し、電気ソケットに固定するために、ランプにはベースが装備されています。 13 、フラスコの口に取り付けられています。 1 キャッピングマスチックを使用して行われます。 ランプのリード線はベース上の適切な場所にはんだ付けされます。 12 .
ランプの配光はフィラメント本体の配置と形状によって決まります。 ただし、これは透明な電球を備えたランプにのみ適用されます。 フィラメントが同様に明るい円柱であると想像し、そこから発せられる光を発光フィラメントまたはスパイラルの最大表面に垂直な平面に投影すると、最大の光度がその上に現れます。 したがって、必要な光の強度の方向を作り出すために、さまざまなランプの設計では、フィラメントに特定の形状が与えられます。 フィラメントの形状の例を図 2 に示します。現代の白熱灯では、真っ直ぐな非スパイラル フィラメントが使用されることはほとんどありません。 これは、フィラメント本体の直径が大きくなると、ランプ内に充填されたガスによる熱損失が減少するためです。

図 2. フィラメント本体の設計:
あ- 高電圧投影ランプ; b- 低電圧投影ランプ; V- 同等に明るいディスクを確保する
多数のフィラメント体は 2 つのグループに分けられます。 最初のグループには、汎用ランプに使用されるフィラメント本体が含まれます。その設計はもともと均一な光度分布を備えた放射線源として考えられていました。 このようなランプを設計する目的は、最大の発光効率を得ることであり、これはフィラメントを冷却するホルダーの数を減らすことによって達成されます。 2 番目のグループには、いわゆる平坦なフィラメント本体が含まれます。これは、平行螺旋の形 (強力な高電圧ランプの場合) または平らな螺旋の形 (低出力の低電圧ランプの場合) で作られます。 最初のデザインは、特殊なセラミックブリッジで取り付けられた多数のモリブデンホルダーで作られています。 長いフィラメントをかご状に配置することで全体の高い輝度を実現しています。 光学システム用の白熱ランプでは、フィラメント本体はコンパクトでなければなりません。 これを行うには、フィラメント本体を弓状に、二重または三重の螺旋状に巻きます。 図 3 は、さまざまな設計のフィラメント本体によって作成された光度曲線を示しています。

図 3. さまざまなフィラメント本体を備えた白熱ランプの光度曲線:
あ- ランプの軸に垂直な平面内。 b- ランプの軸を通る平面内。 1
- 環状スパイラル; 2
- ストレートコイル; 3
- シリンダーの表面にあるスパイラル
白熱灯に必要な光度曲線は、反射または拡散コーティングを施した特殊な電球を使用することで得られます。 適切な形状の電球に反射コーティングを使用すると、非常に多様な光度曲線が可能になります。 反射コーティングを施したランプはミラーランプと呼ばれます (図 4)。 ミラーランプにおいて特に正確な配光を確保する必要がある場合には、プレス成形されたバルブが使用されます。 このようなランプはヘッドライトランプと呼ばれます。 一部の白熱灯の設計では、電球に金属製の反射板が組み込まれています。

図 4. ミラー白熱灯
白熱灯に使用される材料
金属
白熱灯の主な要素はフィラメント本体です。 フィラメント本体を作製するには、金属などの電子伝導性を有する材料を使用することが最も望ましい。 この場合、電流を流すことにより、本体は必要な温度まで加熱されます。 フィラメント本体の材料は、多くの要件を満たす必要があります。高い融点、非常に小さいものを含むさまざまな直径のワイヤを伸線できる可塑性、長い耐用年数を保証する動作温度での低い蒸発率、およびのように。 表 1 に高融点金属の溶融温度を示します。 最も耐火性の高い金属はタングステンで、高い延性と低い蒸発速度により、白熱電球のフィラメントとして広く使用されています。
表1
金属およびその化合物の融点
| 金属 | T、°С | 炭化物およびその混合物 | T、°С | 窒化物 | T、°С | ホウ化物 | T、°С |
| タングステン レニウム タンタル オスミウム モリブデン ニオブ イリジウム ジルコニウム 白金 | 3410 3180 3014 3050 2620 2470 2410 1825 1769 | 4TaC+ +HiC 4TaC+ +ZrC HfC TaC ジルコニア NbC チック トイレ。 W2C 覚書 VnC ScC SiC | 3927 3887 | TaC+ +TaN HfN TiC+ +TiN TaN ZrN 錫 BN | 3373 3087 | HfB ZrB W.B. | 3067 2987 2927 |
2870 および 3270°C の温度でのタングステンの蒸発速度は、8.41×10 -10 および 9.95×10 -8 kg/(cm2×s) です。
中でも、タングステンより融点が若干低いレニウムが有力視されている。 レニウムは加熱すると容易に加工でき、酸化に強く、タングステンよりも蒸発速度が遅いです。 レニウム添加剤を含むタングステンフィラメントを用いたランプの製造、およびフィラメントをレニウムの層でコーティングすることに関する外国の出版物がある。 非金属化合物の中では、炭化タンタルが注目されており、その蒸発速度はタングステンの蒸発速度よりも 20 ~ 30% 低いです。 炭化物、特に炭化タンタルの使用に対する障害は、その脆さである。
表 2 に、タングステン製の理想的なフィラメント本体の主な物性を示します。
表2
タングステンフィラメントの基本物性
| 温度、K | 蒸発速度、kg/(m²×s) | 電気抵抗率、10 -6 Ohm×cm | 明るさ cd/m² | 発光効率、lm/W | 色温度、K |
| 1000 1400 1800 2200 2600 3000 3400 | 5.32×10 -35 2.51×10-23 8.81×10-17 1.24×10-12 8.41×10 -10 9.95×10 -8 3.47×10 -6 | 24,93 37,19 50,05 63,48 77,49 92,04 107,02 | 0,0012 1,04 51,2 640 3640 13260 36000 | 0,0007 0,09 1,19 5,52 14,34 27,25 43,20 | 1005 1418 1823 2238 2660 3092 3522 |
タングステンの重要な特性は、合金を製造できることです。 これらから作られた部品は高温でも安定した形状を保ちます。 タングステン ワイヤが加熱されると、フィラメントの熱処理とその後の加熱中に、熱再結晶と呼ばれる内部構造の変化が発生します。 再結晶化の性質に応じて、フィラメント本体の寸法安定性が大きくなったり小さくなったりすることがあります。 再結晶の性質は、製造プロセス中にタングステンに加えられる不純物や添加剤の影響を受けます。
酸化トリウム ThO 2 をタングステンに添加すると、再結晶化のプロセスが遅くなり、微細な結晶構造が得られます。 このようなタングステンは、機械的衝撃には強いが、たわみが大きいため、スパイラル状のフィラメント体の製造には適さない。 酸化トリウムの含有量が高いタングステンは、放射率が高いため、ガス放電ランプの陰極の製造に使用されます。
スパイラルの製造には、酸化ケイ素 SiO 2 を添加したタングステンが、アルカリ金属 - カリウムおよびナトリウムとともに使用され、また、示されたものに加えて、酸化アルミニウム Al 2 O 3 の添加物を含むタングステンも使用されます。 後者は、バイスパイラルの製造において最良の結果をもたらします。
ほとんどの白熱灯の電極は純ニッケルでできています。 この金属が選択された理由は、この金属に吸着したガスを放出する優れた真空特性、高い導電性、タングステンやその他の材料との溶接性によるものです。 ニッケルの展性により、タングステンとの溶接を圧縮に置き換えることができ、良好な電気伝導性と熱伝導性が得られます。 白熱真空ランプでは、ニッケルの代わりに銅が使用されます。
ホルダーは通常、高温でも弾性を維持するモリブデン線で作られています。 これにより、加熱によりフィラメント体が膨張した後でも、フィラメント体が伸びた状態を維持することができる。 モリブデンの融点は 2890 K、線膨張温度係数 (TCLE) は 300 ~ 800 K の範囲で、55 × 10 -7 K -1 に相当します。 モリブデンは、耐火ガラスへのインサートの製造にも使用されます。
白熱灯の端子は銅線でできており、入力に端部溶接されています。 低電力白熱灯には個別の端子はなく、白金石で作られた細長い端子がその役割を果たします。 リードをベースにはんだ付けするには、POS-40 ブランドの錫鉛はんだを使用します。
ガラス
同じ白熱電球に使用されるステム、プレート、ロッド、フラスコなどのガラス部品は、これらの部品の溶接箇所の気密性を確保するために必要な、同じ線膨張温度係数を持つケイ酸塩ガラスで作られています。 ランプガラスの線膨張の温度係数の値は、ブッシングの製造に使用される金属との一貫した接合の形成を保証する必要があります。 最も広く使用されているガラスは、温度係数値が 96 × 10 -7 K -1 の SL96-1 ブランドです。 このガラスは 200 ~ 473 K の温度で動作できます。
ガラスの重要なパラメータの 1 つは、溶接性を維持できる温度範囲です。 溶接性を確保するために、一部の部品は SL93-1 ガラスで作られています。SL93-1 ガラスは、化学組成が SL96-1 ガラスとは異なり、溶接性を維持できるより広い温度範囲が異なります。 SL93-1 ガラスは、酸化鉛の含有量が高いことが特徴です。 フラスコのサイズを小さくする必要がある場合は、温度係数が 40 × 10 -7 K -1 であるより多くの耐火ガラス (たとえば、グレード SL40-1) が使用されます。 これらのガラスは、200 ~ 523 K の温度で動作できます。最も高い動作温度は SL5-1 ブランドの石英ガラスで、白熱電球は 1000 K 以上で数百時間動作できます (石英ガラスの線膨張の温度係数)は 5.4 × 10 -7 K -1) です。 リストされたブランドのガラスは、300 nm から 2.5 ~ 3 ミクロンの波長範囲の光放射に対して透明です。 石英ガラスの透過は220nmから始まります。
入力
ブッシングは、良好な導電率に加えて、白熱灯の製造に使用されるガラスとの一貫した接合の形成を確実にする線膨張係数を備えた材料で作られています。 材料の接合部は一貫していると呼ばれ、温度範囲全体、つまり最低温度からガラスアニーリング温度までの線膨張係数の値の違いは10〜15%以下です。 ガラスに金属をはんだ付けする場合は、金属の線膨張係数がガラスの熱膨張係数よりも若干低い方が良いです。 その後、はんだが冷えると、ガラスが金属を圧縮します。 必要な値の線膨張係数を備えた金属が存在しない場合は、適合しない接合を作成する必要があります。 この場合、特別な設計により、全温度範囲にわたって金属とガラス間の真空気密接続と、はんだの機械的強度が確保されます。
白金リードを使用すると、SL96-1 ガラスとの整合接合が得られます。 この金属は高価であるため、「プラチナナイト」と呼ばれる代替品を開発する必要がありました。 プラチナイトは、ガラスよりも線膨張係数が低い鉄とニッケルの合金で作られたワイヤーです。 このような電線に銅層を塗布することにより、塗布される銅層の厚さと線膨張係数に応じて線膨張係数が大きく、導電性の高いバイメタル線を得ることができます。オリジナルワイヤー。 明らかに、線膨張の温度係数を一致させるこの方法では、長手方向の膨張の温度係数を一致させずに、主に直径方向の膨張を一致させることが可能になります。 SL96-1 ガラスと白金石の接合部の真空密度を確実に高め、表面が亜酸化銅に酸化された銅の層の濡れ性を高めるために、ワイヤーはホウ砂 (ホウ酸のナトリウム塩) の層でコーティングされています。 直径0.8 mmまでの白金線を使用すると、十分な強度のはんだが確保されます。
SL40-1 ガラスへの真空気密はんだ付けは、モリブデン ワイヤを使用して行われます。 このペアは、白金を含む SL96-1 ガラスよりも安定した接続を実現します。 原材料のコストが高いため、このはんだの使用は限られています。
石英ガラスで真空気密リードを得るには、線膨張係数が非常に低い金属が必要ですが、これは存在しません。 したがって、入力設計のおかげで必要な結果が得られます。 金属には石英ガラスとの濡れ性の良いモリブデンを使用しています。 石英フラスコに入った白熱灯の場合は、単純なホイルブッシュが使用されます。
ガス
白熱灯にガスを充填すると、真空中でのスパッタリングに比べてガス環境でのタングステンのスパッタリング速度が低下するため、寿命を縮めることなくフィラメント本体の動作温度を上げることができます。 分子量と充填ガス圧力が増加すると、霧化速度は低下します。 充填ガス圧力は約8×104Paです。 これにはどのガスを使用すればよいですか?
ガス媒体を使用すると、ガスと対流による熱伝導率によって熱損失が発生します。 損失を減らすには、ランプに重質不活性ガスまたはその混合物を充填することが有利です。 これらのガスには、空気から得られる窒素、アルゴン、クリプトン、キセノンが含まれます。 表 3 に不活性ガスの主なパラメータを示します。 純粋な形の窒素は、比較的高い熱伝導率に伴う損失が大きいため使用されません。
表3
不活性ガスの基本パラメータ