Радиально сверлильный станок: популярные модификации и типы. Радиально сверлильный станок позволяет выполнять гораздо более широкий круг задач, чем обычная вертикальный. Но какие самые лучшие модели таких станков? Обзор лучших модификаций.
Радиально сверлильный станок отличается от тем, что станина со сверлом перемещается в разных плоскостях относительно заготовки, а не наоборот.
Это обусловлено тем, что многие заготовки имеют большие размеры и их неудобно закреплять на предметном столе. Благодаря такой схеме работы не только повышается производительность, но и значительно удобнее внедрять различные технологии потокового производства. Правда, надо учитывать, что далеко не все радиально-сверлильные станки удобный в работе. Итак, какие самые лучшие модели таких станков можно купить сегодня в России?
Белорусские радиально-сверлильные станки
Белорусские радиально-сверлильные станки марок ГС544, 2К550, 2К552, ГС545, 2К550В, купить которые можно по минимальной цене и без растаможки пользуются огромным спросом. Стоят они дешево, станины у них надежные, диапазон масс составляет от 950 кг до 3,5 тонн, мощность от 1,5 до 4 кВт.
Радиально сверлильный станок ГС544
Все, что нужно, в этих станках есть. У серии ГС сверлильная головка поворачивается под любым углом, многие модели имеют возможность подачи СОЖ, в общем, это пусть и не слишком функциональные, но весьма достойные изделия, которые способны обеспечить минимальные нужды производства. Сверлят они отверстия до 60 мм, что позволяет их использовать практически в любой сфере. Конечно, на радиально сверлильный станок пр-во Белоруссия отзывы не всегда полны положительных оценок, но это касается всей бюджетной техники. Цена на эти модели начинается от 1 миллиона рублей – для профессионального оборудования данной категории это очень и очень немного.
В условиях , белорусские станки получат весьма неплохое распространение, если, конечно, отношения между странами не испортятся. Судя по последним новостям, поставки техники из Белоруссии вполне могут начать облагаться пошлинами.
Российские радиально-сверлильные станки
Самая популярная модель радиально-сверлильного станка российского производства – это, конечно, советская модель 2А554. Также большой популярностью всегда пользовался станок 2М55. Сегодня у этих моделей появилось много конкурентов – в частности, активно приходит на смену модель АС2250 купить которую можно всего лишь за 950000 рублей. Есть и более дешевые модификации, например, на радиально сверлильный станок АС2532 цена составляет около 520000 рублей. На среднюю по производительности модель АС2540 – 630000 рублей. Все это очень дешево.

Радиально-сверлильный станок АС2250
Что интересно в российских радиально-сверлильных станках. Они не конкурируют, например, с белорусскими моделями. Они занимают отдельную нишу. Так, например, регулировка скорости шпинделя у них бесступенчатая. Максимальный диаметр отверстия – до 40 мм. А вот по массе и мощности они не отличаются – российские станки тоже есть и 1,2 и 4 кВт мощности, масса достигает 3,5 тонн.
А вот по технологиям белорусский производитель ушел несколько вперед. Все-таки белорусские аппараты более универсальные, особенно это касается серии ГС. Зато российское оборудование значительно дешевле. Что касается качества, то оно примерно на одном уровне – чуть выше советского.
Украинские радиально-сверлильные станки
Украинские радиально-сверлильные станки очень востребованы в России, прежде всего, из-за того, что на Украине до сих пор производится станок 2А554 со ступенчатой трансмиссией. Причем, что интересно, украинские станки по качеству значительно опережают российские и белорусские. Поэтому, когда для потокового производства предприниматели решают купить радиально сверлильный станок 2А554, пусть и переплачивая за доставку и таможенные процедуры, их понять можно – они просто хотят многолетней безотказной работы. Станок этот делается на Одесском заводе Радиально-Сверлильных станков, на котором машиностроительное оборудование клепалось еще 100 лет назад. Завод полностью занимается данным типов станков, ему удалось сохранить накопленный опыт, поэтому и качество оборудования неплохое.

Радиально-сверлильный станок 2А554
Украинские радиально-сверлильные станки тоже занимают свою нишу на рынке. Помимо модели 2А554, в Одессе делают станки сверхвысокой мощности. Так, модель 2А576 выдает 7,5 кВт, весит более 11 тонн и может сверлить отверстия до 100 мм. Но есть и еще более мощная модель 2А587, которая сверлит отверстия до 125 мм, весит под 17 тонн и выдает 11 кВт мощности. Обе модификации обладают бесступенчатой
трансмиссией и великолепной гидравликой.
Китайские радиально-сверлильные станки
Китайские радиально-сверлильные станки очень распространены. Вот, например, производитель SMTCL поставляет на российский рынок две очень привлекательные модели - Z3050x16 и Z3040, купить которые можно по цене от 940000 рублей. Это весьма интересные 3-киловаттные модификации с большим количеством функций, которые могут сверлить отверстия до 50 мм. Регулировка вращения шпинделя у них ступенчатая, имеется 16 скоростей.

Радиально сверлильный станок SMTCL Z3040
Модели очень функциональные и удобны в работе, потребляют мало электроэнергии, работают достаточно тихо.
Производитель заявляет, что китайские радиально-сверлильные станки делаются из закаленных сплавов металлов, но вот у отечественных потребителей по этому поводу возникают некоторые сомнения. В принципе, если не перегружать станок, он, скорее всего прослужит достаточно долго. Вот только хватит ли заявленных 3 кВт мощности для серьезной обработки металла, да еще диаметром в 5 см?

Радиально сверлильный станок MRD32x7 от Weiss Machinery
Среди китайских радиально-сверлильных станков весьма популярна фирма Weiss Machinery. Вот, например, на ее модель MRD32x7 цена составляет всего 130000 рублей. И это весьма качественный 1,1-киловаттный станок, способный сверлить до 32 мм. Есть у данного производителя и более мощные модели MRD50x16, MRD40x10, отзывы на которые весьма положительные. Хотя, кончено, по сравнению с украинскими, российскими и белорусскими станками, эти модели выглядят весьма хлипко.
Кстати, в Китае производят станки под чешской маркой PROMA и швейцарской JET. Внешне и функционально они мало чем отличаются от Weiss Machinery и SMTCL. Во многих случаях электрическая схема радиально сверлильного станка у этих производителей одинакова. Вот только, как утверждают менеджеры, контроль качества там повыше.
Резюмируя, можно отметить, что белорусские и украинские станки более проверенные, как и для массового производства. Однако, китайские производители предлагают более дешевые, функциональные и экономичные модели, подходящие для небольших производств.
Шпиндель станка 1 расположен в выдвижной пиноли 5. В передней опоре, кроме двух радиальных шариковых подшипников, установлен также упорный подшипник 3, воспринимающий осевую нагрузку при сверлении.
В задней опоре расположенный радиальный и упорный подшипники 7 и 6 соответственно. Затяжка упорных подшипников выполняется через опорную шайбу 8 гайкой 9.
Передача вращательного движения от коробки скоростей к шпинделю выполняется через его хвостовую часть, которая шлицами входит в сопряжение с гильзой коробки скоростей.
Нижняя часть шпинделя имеет конус Морзе 5 для установки режущего инструмента.
На пиноли шпинделя 7 нарезана рейка, предназначенная для передачи движение подачи. Специальной шпонкой 12 обеспечивается ограничение хода шпинделя, конец которого заходит в паз пиноли.
Штырь 2 служить для остановки шпинделя в крайних положения, которые воздействует на микропереключатель 10, размыкая цепи питания электродвигателя.

Сверлильная головка станка
Сверлильная головка состоит из нескольких сборочных единиц. Коробка скоростей и подач расположены в верхней части головки. В задней плоскости прикреплена панель управления гидросистемой. Кроме этого, головка снабжена электрогидравлическими механизмами преднабора (преселекции). Позволяющие производить следующий технологический режим обработки еще до окончания предыдущего.
Размещается она на направляющих рукава, по которым с легкостью перемещается в радиальном направлении.
Легкость перемещения обеспечивается за счет применения комбинированных направляющих качения-скольжения. В отжатом состояние зазор между направляющими головки и рукава составляет 0,03-0,05 мм, а по верхним направляющим головка перемещается по роликам.
Ролики 1 и 4 установлены на шариковых подшипниках 13 на эксцентриковых осях 12.
Регулировка зазора между направляющими осуществляется за счет эксцентриковых осей 17.

Коробка скоростей радиально-сверлильного станка
Коробка скоростей сверлильного станка предназначена для передачи шпинделю 24-х скоростей вращения. Различные скорости вращения шпинделя обеспечиваются за счет переключение соответствующих подвижных блоков. На первом валу расположена фрикционная муфта, служащая для соединения кинематической цепи между приводом электродвигателя и шпинделем.
Плавность и бесшумность работы, а также передача высоких нагрузок обеспечивается за счет изготовления всех зубчатых колес и шестерен из качественной стали, закалкой и последующей шлифовкой.

Коробка подач радиально-сверлильного станка
Коробка подач сверлильного станка расположена между шпинделем и механизмом подачи и получает вращательное движение от шпинделя через зубчатую передачу 1.
Нижними опорами валов 6 и 7 служат гнезда, расположенные в промежуточной плите 4.
На валу 7 расположена переборная шестерня 3. В механизме подачи располагается дополнительная переборная группа.

Техническая характеристика радиально-сверлильного станка 2А554
| Основные параметры | 2A554 |
|---|---|
| Наибольший диаметр сверления,мм: | |
| в стали | 50 |
| в чугуне | 63 |
| нарезаемой резьбы: | |
| в стали | М52х5 |
| в чугуне | М54х4 |
|
Расстояние от оси шпинделя до направляющих колоны,мм: |
|
| наибольшее | 1600 |
| наименьшее | 375 |
| Перемещение шпинделя,мм: | |
| наибольшее | 400 |
| на один оборот лимба | 120 |
| на одно деления лимба | 1 |
|
Наибольшее перемещение сверлильной головки по колонне,мм |
1225 |
|
Наибольший угол поворота рукава вокруг оси колонны,град |
360 |
| Скорость вертикального перемещения рукава,м/с | 0,023 |
| Пределы частоты вращения шпинделя, об/мин | 18...2000 |
| Наибольший крутящий момент на шпинделе,Нм | 7100 |
| Габаритные размеры станка,мм: | |
| длина | 2850 |
| ширина | 1030 |
| высота | 3430 |
| Масса станка,кг | 4700 |
Радиально сверлильные станки применяются для высверливания сквозных и глухих отверстий в металлических либо деревянных деталях, а также для выполнения ряда вспомогательных операций — зенкерования, расточки, развертывания и нарезания резьбы.
В данной статье представлена информация о радиально сверлильных агрегатах. Мы изучим их функциональное назначение, сферу применения, конструктивные особенности и рассмотрим востребованные модели оборудования.
1 Назначение, функциональные возможности
Радиально сверлильные станки широко используются как в массовом, так и в единичном производстве для формирования отверстий в деталях из металла, чугуна и цветных сплавов. Основным движением в оборудовании данного класса является вращательное движение рабочего инструмента — сверла, и его возвратно-поступательная подача.
Радиальные агрегаты ориентированы на работу с крупногабаритными деталями, непригодными для рассверливания на обычных вертикальных станках из-за трудоемкости перемещения заготовки по рабочему столу. В отличие от стандартного оборудования, в радиальных механизмах зафиксированная на плоскости стола деталь остается неподвижной, а в требуемое положение перемещается шпиндель с рабочим инструментом.

От типа смонтированного на шпиндель рабочего инструмента непосредственно зависят функциональные возможности агрегата. Так, современные радиально сверлильные станки способы выполнять следующие операции:
- сверление;
- зенкерование;
- зенкование;
- развертывание;
- растачивание;
- подрезка торцов;
- нарезание резьбы (метрическая, дюймовая)
Ключевыми характеристиками оборудования являются три параметра: максимальный диаметр сверления, вылет шпинделя по отношению к станине и размеры рабочего стола, последние 2 определяют размеры деталей, которые может обрабатывать конкретный агрегат.
1.1 Радиально сверлильный станок в работе (видео)
1.2 Особенности конструкции
В зависимости от конструктивных особенностей все радиальные агрегаты классифицируются на три группы:
- универсальные (стационарные);
- переносные (используются для обработки крупногабаритных заготовок, к которым оборудование подается подъемным краном);
- самоходные (перемещаются на тележках по рельсовым путям, фиксируются на деталях посредством башмаков).

Конструкция станка состоит из следующих узлов:
- Фундаментная плита.
- Несущая колонна.
- Гидрозажим.
- Поворотная гильза.
- Траверса.
- Сверлильная головка.
В процессе обработки сверлильная головка может перемещаться как вдоль направляющей траверсы, так и поворачиваться в пределах 360 0 благодаря перемещению поворотной гильзы. Сама деталь устанавливается на рабочем столе либо прямо на фундаментной плите (зависит от конструкции конкретного станка).
Колонна, монтирующаяся на фундаментной плите, выполняется из металлической трубы. На ее верхней части установлен механизм подъема, перемещающий траверсу в вертикальной плоскости. Сверлильная головка представляет собой отдельный конструктивный узел, состоящих из блока скоростей, механизма подачи и шпинделя.
Сверлильная головка в таком оборудовании имеет конструкцию, аналогичную вертикально-сверлильным агрегатам, однако она отличается повышенным числом подач и оборотов. Увеличенная скорость вращения шпинделя требует эффективной смазки, которая обеспечивается системой автоматической подачи СОЖ (резервуар с жидкостью, как правило, размещается внутри фундаментной плиты).
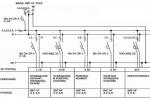
Крутящий момент на шпиндель сообщается от двигателя через коробку скоростей, состоящую из зубчатых колес. В качестве привода используются асинхронные двигатели, в одном станке может устанавливаться 3-8 моторов, каждый из которых отвечает за движения определенного узла конструкции. Для примера: распространенный станок 2А553 имеет 7 движков (электрическая схема демонстрирует расположение каждого из приводов):

- M1 — двигатель насоса подачи СОЖ;
- M2 — двигатель шпинделя;
- M3 — двигатель ускоренного отвода шпинделя;
- M4 — двигатель траверсы;
- M5 — двигатель гидронасоса траверсы;
- M6 — двигатель набора скоростей;
- M7 — двигатель набора подач.

Кинематическая схема данного станка, в свою очередь, состоит из 5-ти кинематических цепей: движения подачи, ускоренного перемещения шпинделя, вертикального движения траверсы, перемещения сверлильной головки по траверсе, вращения шпинделя.
2 Распространенные модели
Среди широко распространенных во времена СССР радиально-сверлильных агрегатов, используемых на производственных предприятиях и по сей день, выделим следующие модели оборудования:
- ГС535;
- 2К550;
- 2Л53;
- 2Н55.
Радиально сверлильный станок ГС545 способен рассверливать отверстия в любой пространственной ориентации, это сравнительно малогбаритная переносная конструкция весом в 1.36 тон и размером 180*925*2260 см. Агрегат имеет следующие технические характеристики:
- максимальный диаметр сверления — 45 мм;
- вылет шпинделя — от 320 до 1100 мм;
- количество рабочих подач — 4 шт;
- наибольшее усилие подачи — 12 кН;
- мощность главного привода — 3000 Вт;
- обороты шпинделя — от 45 до 2000 об/мин.

Современным аналогом модели ГС545 является радиально сверлильный станок 2К250, обладающий схожими функциональными возможностями. Агрегат рассверливает отверстия диаметром до 50 мм, мощность движка в нем увеличена до 4000 Вт, а усилие подачи — до 20 кН.
Среди крупногабаритного оборудования выделим радиально сверлильный станок 2А554, способны сверлить отверстия диаметром до 63 мм. Данная установка весит 4 тонны, она может работать с деталями размером до 125*160*160 см. 2А554 оснащен движком на 5500 Вт, выдающем до 2000 об/мин. Число подач — 24 шт.
Распространенным агрегатом компактного типа является радиально сверлильный станок MetalMaster TDR 20 — это китаец, весящий 354 кг и имеющий скромные габариты — 88*50*106 мм. Рассмотрим технические характеристики данной модели:
- максимальный диаметр сверления — 20 мм;
- вылет шпинделя — до 370 мм;
- мощность главного привода — 750 Вт;
- обороты шпинделя — от 210 до 2000 об/мин.
Среднерыночная стоимость TDR 20 составляет 195 тыс. рублей, по соотношению цена/качество это одна из лучших моделей в своем классе.

В отдельную категорию отнесем радиально-сверлильное оборудование с ЧПУ, используемое в серийном производстве. Система ЧПУ (числовое программное управление) позволяет полностью автоматизировать работу оборудования, увеличив тем самым его продуктивность и точность обработки деталей.
Роль оператора в управлении агрегатами с ЧПУ сводится к минимуму, работу станка контролирует программа, задающая периодичность и траекторию движения рабочего инструмента. В отечественной промышленности наиболее распространенной моделью сверлильного оборудования с ЧПУ является станок 2Р135Ф2 производства Стерлитамакского станкостроительного завода.
Также отметим такой агрегат как настольный миниатюрный сверлильный станок радиолюбителя, предназначенный для сверления электрических плат. Проверенные модели- 5166А (отечественный), ZJ-3104 и BG-5158 (китайцы).
2.1 Типичные неисправности
Всевозможные неисправности, возникающие в процессе использования сверлильных агрегатов, не являются редкостью, поскольку на производстве такие станки эксплуатируются в условиях тяжелой беспрерывной работы. Наиболее продуктивными, но вместе с тем самими подверженными разным видам повреждений, являются станки с гидравлическим приводом серии 2Н55.

Предлагаем вашему вниманию перечень типовых неисправностей и способы их решения.
| Проблема | Причина | Способ ремонта |
| Нет давления в гидроприводе зажима колонны | Сломался насос (№19) либо клапан (№18) | Замена предохранительного клапана либо насоса целиком |
| Нет давления в гидроприводе сверлильной головки | Сломался клапан (№9 или 10) либо насос (№1) | Замена неисправных узлов |
| Не происходит отжим/зажим колонны | Застрял распределитель (№17) либо сломалась пружина его золотника | Пружина заменяется, промывается золотник, также нужно проверить плунжер-рейку (№8) |
| Не происходит отжим/зажим сверлильной головки | Заклинил поршень (№7 ( | Узел разбирается и промывается |
| Не регулируются скорости подачи | Заблокирован золотник распределителя (№2) либо застрял плунжер преселектора (№15) | Узлы разбираются и промываются, после чего выполняется притирка золотника/плунжера |
| Не регулируется муфта сцепления | Заклинил золотник (№1) или поршень (№4) | Разборка, промывка, притирка |
| Тормоз шпинделя не функционирует | Заклинил плунжер (№6) | Разборка и промывка |
Устранение серьезных повреждений и капитальный ремонт техники лучше доверить профильным специалистам. В плане ремонтопригодности значительно выигрывает советское оборудование, запчасти на которое доступны и дешевы.
Радиально-сверлильные станки применяются для обработки заготовок, имеющих большой вес и габариты в единичном и мелкосерийном производстве: в ремонтном производстве, судостроении и машиностроении.
Радиально-сверлильный станок Jet JRD-1600W
Основным преимуществом относительно вертикально-сверлильных станков — возможность обрабатывать детали в любой точке без ее переустановки. Это экономит время и увеличивает точность, т.к. переустановка крупной и тяжелой детали затратное по времени мероприятие и может нарушить ее базировку. Т.е. перемещается не заготовка, а шпиндель относительно заготовки.
На радиальных сверлильных станках можно выполнять стандартные операции сверления по механической обработке деталей, а оснастив оборудование специальным инструментом и оснасткой — растачивать или притирать отверстия. Они являются универсальными.
Обозначение
По классификации ЭНИМС обозначаются следующим образом: первая цифра в маркировке обозначает группу «Сверлильные и расточные станки», вторая – тип – «Радиально-сверлильные станки», третья и четвертая – максимальный диаметр сверления. Буква – проводилась модернизация станка. Например, 2В56 – радиально-сверлильный станок с максимальным диаметром сверления 60 мм.
Современные импортные образцы станков не имеют стандарта обозначения – каждый производитель обозначает модели по собственному стандарту. Например, Optimum классифицирует свои радиальные станки на легкие (RB) и тяжелые (DR): RB6, RB8, DR5, DR6; Proma обозначает тяжелый станок RV-32; Jet – JRD: JRD-460, JRD-720R, JRD-1100R.
Отсутствие стандарта приводит к путанице и усложняет подбор аналогов.
Компоновка
Оборудование имеет своеобразную компоновку: колонна и стол устанавливаются на плиту. На колонне закреплена траверса, перемещающаяся по колонне в вертикальном положении, а также она имеет возможность осуществлять поворот относительно колонны на 360 градусов. На траверсе установлена сверлильная (шпиндельная) головка, перемещающаяся относительно траверсы в горизонтальном направлении. Она выполнена в виде отдельного агрегата. Если ее необходимо зафиксировать в определенном положении, то для этих целей имеется механизм зажима.
На рынке можно встретить настольные радиально-сверлильные станки, по компоновке напоминающие вертикально-сверлильные. Основное их отличием от классической компоновки — возможность перемещения стола в вертикальном направлении вместо перемещения траверсы.
Пример кинематической схемы радиального сверлильного станка 2Н55
Станки имеют широкий диапазон частот вращения, скоростей сверлильной головки и механических подач.
Бренды
На сегодняшний день советское оборудование вытесняется импортными аналогами. Основными импортерами являются Китай, Турция, Италия и Германия.
Хорошую репутацию среди производственников завоевали Optimum, Proma, Jet, Knuth.
Радиально-сверлильные станки предназначены для выполнения всех видов сверлильных работ на заготовках в условиях единичного и мелкосерийного производств. Станки этого типа характеризуются тем, что совмещение оси обрабатываемого отверстия и режущего инструмента осуществляют на нём перемещением шпинделя станка с инструментом относительно неподвижно закреплённой заготовки. Для этого станок имеет подвижную шпиндельную бабку, в которой закрепляют инструмент, а также механизмы, обеспечивающие вращение и движение подачи шпинделя.
На рисунке 3.3 представлен общий вид радиально-сверлильного станка.
Рис. 3.3. Радиально-сверлильный станок
Станок имеет фундаментную плиту 1 с закреплённой на ней колонной 2 . На колонну надета поворотная гильза 3, с которой соединена траверса 4. По горизонтальным направляющим траверсы перемещают шпиндельную головку 7 , в которой расположены коробка скоростей и коробка подач.
Главное движение резания D г и движение подачи D S на станке реализуются соответственно вращением и осевым перемещением шпинделя 12 . Шпиндель станка может получать 18 различных частот вращения в пределах от 37,5 до 1900 об/мин и шесть значений подач в пределах от 0,1 до 1 мм/об.
Для изменения расположения шпинделя с инструментом относительно заготовки узлам станка придают вспомогательные (установочные) движения. К таким движениям относят: поворот траверсы 4 относительно оси колонны 3 , подъем и опускание траверсы с помощью электродвигателя 5 и ходового винта 6 , радиальные перемещения шпиндельной головки 7 вдоль траверсы.
Автоматическое выключение движения подачи при достижении инструментом заданной глубины обрабатываемого отверстия осуществляется механизмом 10 . До начала обработки этот механизм настраивают на заданную глубину отверстия рукояткой Р 8 . Для этого нужно выполнить следующие действия:
Подвести рукояткой Р 11 инструмент до касания с заготовкой;
Освободить поворотом рукоятки Р 8 против часовой стрелки кольцо механизма (лимб) с рисками;
Повернуть лимб до совпадения деления шкалы лимба, соответствующего заданной глубине отверстия, с неподвижной риской, нанесённой на корпусе шпиндельной бабки станка;
Закрепить лимб поворотом рукоятки Р 8 по часовой стрелке.
Для установки и закрепления обрабатываемых заготовок станок имеет стол 11. При обработке особо громоздких и тяжёлых изделий последние устанавливают и закрепляют непосредственно на фундаментной плите.
Станок оснащён рукоятками, служащими для настройки, перемещения и закрепления отдельных его узлов, а также устройством 9 для определения параметров режимов резания при заданном инструменте и материале обрабатываемой заготовки.
С помощью рукоятки Р 1 траверсу закрепляют на колонне, а рукояткой Р 2 фиксируют шпиндельную головку в заданном положении на траверсе. Рукояткой Р 3 устанавливают значения подачи S о , а рукоятки Р 4 , Р 5 и Р 12 служат для установки заданной частоты вращения шпинделя 12. Рукояткой Р 7 осуществляют включение, реверсирование направлений вращения шпинделя и перемещение траверсы вдоль колонны 3 . Рукоятка Р 11 выполняет функцию быстрого ручного перемещения шпинделя вверх и вниз. С её помощью включают механическую подачу шпинделя с инструментом. Ручное движение подачи реализуют рукояткой Р 9 . Маховиком Р 10 перемещают шпиндельную головку вдоль траверсы. Рукоятка Р 6 предназначена для поворота траверсы вокруг колонны 3 .